
On a surface grinder, the abrasive grinding wheel that spins at very high speed removes material from the workpiece surface that is fed against the wheel.
How are the abrasive wheels made and what are the specifications of the grinding wheel? Let’s take a detailed look at the surface grinder wheel.
Page Contents
What is a Grinding Wheel?
A grinding wheel contains abrasive grains of a selected size held together by a bonding agent. However, the complete volume of the grinding wheel is not filled with abrasive grains and bonding element and this result in gaps between the abrasive grains and bonding element and they are called pores.
The abrasive grain in your grinding wheel has a unique quality called ‘friability’; friability is the capability of the abrasive grain to get fractured under heavy cutting forces to improve its ability to cut.
Your objective of using a grinding wheel as a tool is to get a high-quality surface finish, precision geometric accuracy (up to within 0.0025 mm tolerance), and its ability to grind hardened surfaces, carbide, and ceramic. The performance of your grinding wheel in terms of material removal rate and surface finish depends on the type and size of abrasive grains, type of bonding material, and pores or empty space between the abrasive and the bonding material. Come, let us consider each of the following factors.
- Type of abrasive
- Grain size
- Type of bond
- Grade of the wheel
- Structure of the wheel
Type of Abrasives
Abrasives are of two types –natural and manufactured, however, due to impurities natural abrasives are not used.
Popularly used manufactured abrasives are aluminum oxide, silicon carbide, diamond, and cubic boron nitride.
You can use the grinding wheels of aluminum oxide, silicon carbide, cubic boron nitride, and diamond as under:
| Type of abrasive | Knoop Hardness | Typical Usage |
| Aluminum oxide. | 2100 HK | Ductile materials like steel and other high alloy materials. Can be used for cast-iron also. |
| Silicon carbide. | 2400 HK | Cast-iron, aluminum, copper, and brass. |
| Cubic boron nitride. | 5000 HK | Hardened tool steels and cemented carbides. |
| Diamond (synthetic or poly crystalline diamond). | 6000 HK | Glass, ceramic, and cemented carbide tools. |
Grain Sizes
The grain or grit size of your grinding wheel influences the material removal rate and the surface finish and the grain size varies from 8 to 600 (8 is coarse and 600 is very fine).
The grinding wheel grain size controls the possible amount of depth of cut. Bigger grain size protrudes more on the grinding wheel periphery or face resulting in a higher depth of cut and smaller grains protrudes less resulting in a lower depth of cut. Hence the size of the chip is fine in the case of smaller grain size wheels.
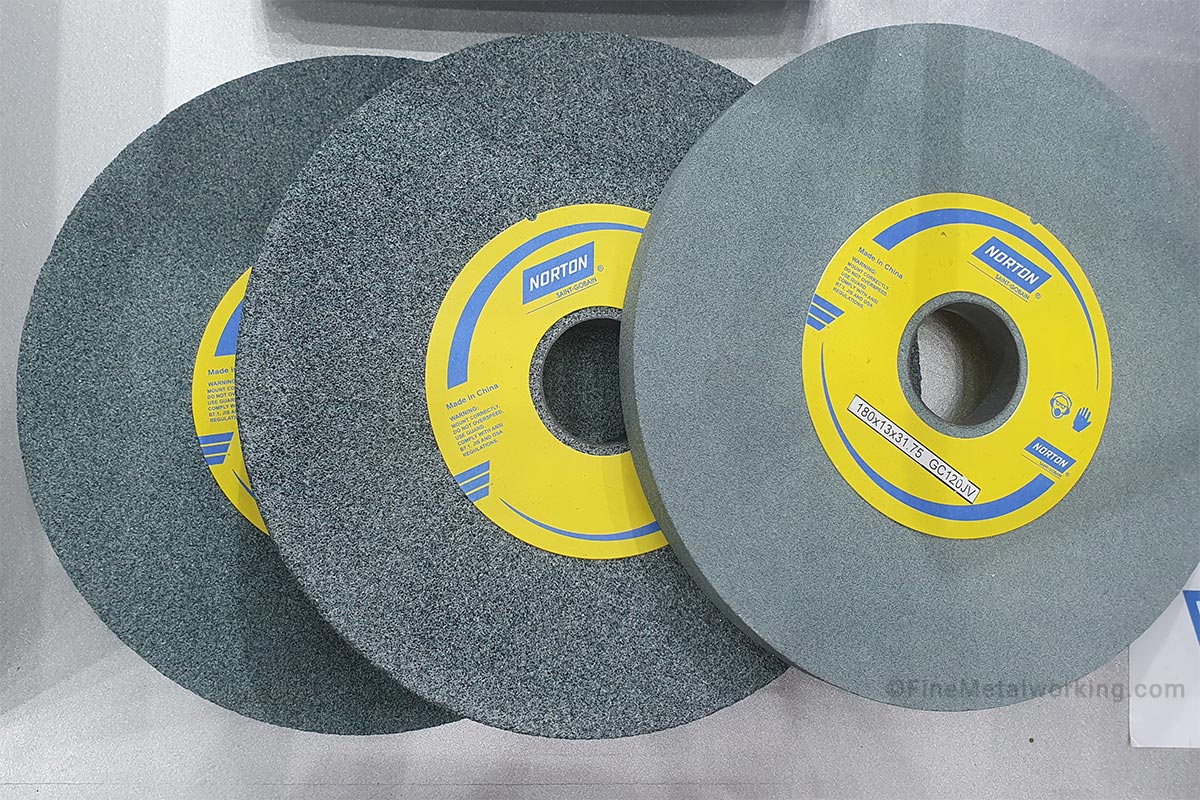
Above: Grinding wheels with different grain sizes.
The grain size in your grinding wheel is classified as coarse 8-30, medium 30-60, fine 70-180 and very fine 200-600. The material removal rate will be more for your grinding wheel with coarse abrasives and less for a wheel with fine abrasives; also grinding wheels with fine or very fine abrasives gives a better finish compared to the grinding wheels with medium or coarse grains. Further, you should use grinding wheels with coarse grains for soft material and a grinding wheel with fine grains for hard material.
Type of Bond
Bond is the material used for cementing together the abrasive grains in your grinding wheel; bonding materials in use are Vitrified bond, silicate bond, rubber bond, resinoid bond and metallic bond.
Vitrified bond (V) – The majority of your grinding wheels used in industries are of vitrified bond and it is a combination of clay and ceramic. Your grinding wheel with vitrified bond has good strength, thermal stability and can run up to 2000 meters per minute speed; it is inert to oil and water and good for wet grinding.
Silicate bond (S)-Your grinding wheel with silicate bond has silicate of soda and is used for grinding operations where the heat generated by grinding is to be kept to a minimum, like grinding of hardened tool material.
Resinoid bond (B)-Your resinoid bonded grinding wheels use thermosetting resin as a bond and used for finishing operations and as cut-off wheels.
Your rubber bond (R) wheels are mainly used for cut-off wheels and they are flexible.
Shellac bond (E) – Your grinding wheels with shellac bond has high strength, low rigidity and are used for finishing operations; also, it produces less temperature in grinding than the vitrified bond.
Metallic bond (M)-Your grinding wheel with the metallic bond is used for grinding diamond and cubic boron nitride and the bonding material is brass.
Grade of the Wheel
The grade of your grinding wheel indicates the strength of the bonding material with the abrasive grains and also how firmly the bond holds the abrasive grains. The grade of your grinding wheel is also referred to as the hardness of the wheel. Grade of the grinding wheel is indicated by alphabets A to Z; A indicates Soft Grade; M indicates Medium Grade and Z indicate Hard Grade.
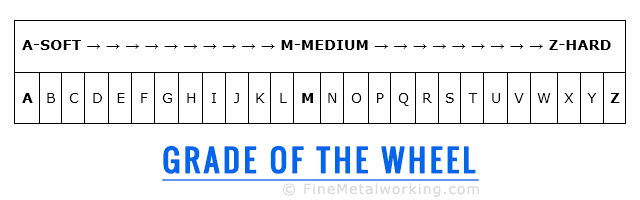
You use the hard grade Grinding Wheel for grinding soft materials and soft grade grinding wheels for grinding hard materials; also you use hard grade for high material removal rate (low surface finish) and soft grade for low material removal rate (high surface finish).
Structure
The structure of your grinding wheel indicates the amount of space or air pockets between the bonding material and the abrasive grains.
The structure of your grinding wheel is represented by numbers ranging from 1 to 15, the lower numbers indicating a dense structure, and higher numbers an open structure.
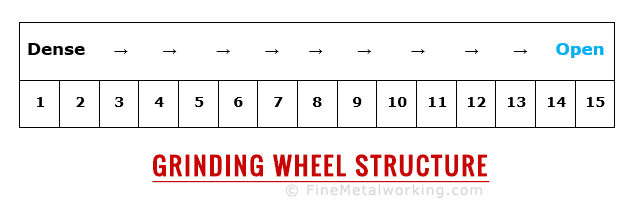
You use grinding wheels with an open structure for high material removal rate (soft material and low surface finish) and grinding wheels with a dense structure for low material removal rate (hard material and high surface finish).
Operating Conditions
The success of your Surface Grinding process depends on grinding wheel speed, work or traverse feed, in-feed, coolant, balancing, and dressing of grinding wheel.
Your Grinding Wheel speed is expressed as revolutions per minute or meters per second (peripheral speed).
Work speed is the speed at which your workpiece traverses across the wheel periphery or face.
The ratio of wheel speed to work speed is very important for your grinding process and a proper value needs to be maintained.
Grinding Wheel Balancing
Vibration in your Surface Grinding Machine during the grinding process is critical from the point of view of wheel life and surface finish of the work-piece
Since the grinding wheel of your machine rotates at high rpm, even slightly out-of-balance conditions may give rise to high vibrations and results in poor surface finish, faster wheel wear-out, and can even be dangerous to the operator.
Balancing weights are provided on the mounting flange of your grinding wheel. You have to assemble the grinding wheel, slide on a mandrel, and put it on a static balancing stand.
Do the static balancing of the wheel by shifting the weights on the mounting flange till the wheel becomes static at any angle of rotation.
Truing
Once the wheel is balanced, take it on your machine and dress it to make it run true. Repeat the process of static balancing once again.
If you have a facility for dynamic balancing, you can use it.