 A surface grinder or a surface grinding machine is one of the most important machines in any precision machine shop. While it is not a versatile machine like a lathe or a milling machine, it is a piece of essential equipment for fine metalworking.
A surface grinder or a surface grinding machine is one of the most important machines in any precision machine shop. While it is not a versatile machine like a lathe or a milling machine, it is a piece of essential equipment for fine metalworking.
Do you know what makes the Grinding Machine stand apart compared to other machines?
Your Grinding Machine differs from the other machining processes in one major aspect. Unlike your Lathe or Milling machines, which are used to machine the work-piece to the desired shape by removing the material in the form of chips, grinding involves minimum material removal and for many components, it is the final operation.
Page Contents
What is Grinding Process?
Your grinding machine involves a process of material removal in the form of minute chips by the cutting action of numerous abrasive particles bonded together in the form of a grinding wheel. The cutting action takes place when you feed the work-piece against a revolving grinding wheel. Your grinding machine is normally used for producing components of accurate geometric shapes with smooth, fine surface finish and close dimensional tolerances.

When the individual grains of your grinding wheel wear out during the abrasive action, the self-sharpening properties of the bonded abrasive particles become effective by releasing the dulled grains and exposing new sharper ones.
Types of Grinding Machines
Based on the nature of the work-pieces ground, your grinding machines are broadly categorized into:
- Cylindrical Grinding machines.
- Internal Grinding Machines.
- Surface Grinding Machines.
- Tool and Cutter Grinding Machines.
Cylindrical and internal grinding machines are used for grinding cylindrical diameters and bores (internal diameter). Centreless grinding machines come under the cylindrical grinding machine category.
Tool and cutter grinding machines are used for sharpening cutting tools.
Surface grinding machines are used for grinding flat surfaces.
Now, let us dive into the world of Surface Grinding Machines.
Surface Grinding Machines
You can do surface grinding of the components in any of the following types of machines
Why we use Surface Grinding Machine
You use Surface Grinding Machine for producing accurate flat surfaces with geometrical accuracy and good surface finish. With special accessories and fixtures, you can do an angular surface grinding operation. You can do form grinding on the work-piece surface by using specially formed wheels.
How surface grinding machine works
You use a surface grinding machine to grind flat surfaces, and for this, you need a rotating grinding wheel in horizontal or vertical axis and a moving table of rectangular or circular shape for mounting and feeding the work-piece against the rotating grinding wheel. Depending on the orientation of your surface grinding machine, cutting action is done by the abrasive particles on the periphery (horizontal spindle) or the face (vertical spindle). Your direction of work-piece feed will be opposite to the direction of grinding wheel rotation.
Types of Surface Grinding Machines
- Horizontal Spindle Surface Grinding Machine with Reciprocating Table.
- Horizontal Spindle Surface Grinding Machine with Rotary Table.
- Vertical Spindle Surface Grinding Machine with Reciprocating Table.
- Vertical Spindle Surface Grinding Machine with Rotary Table.
- Disk Surface Grinding Machine.
- Double Disc Surface Grinding Machine.
1. Horizontal Spindle Surface Grinder (with Reciprocating Table)
Your Horizontal Spindle Surface Grinding Machine consists of a base on which a bed made of high tensile strength cast iron (for better vibration damping and shock absorption) is assembled. In many designs, you will find that this bed houses a hydraulic reservoir and hydraulic pump to operate the table and power feeds.
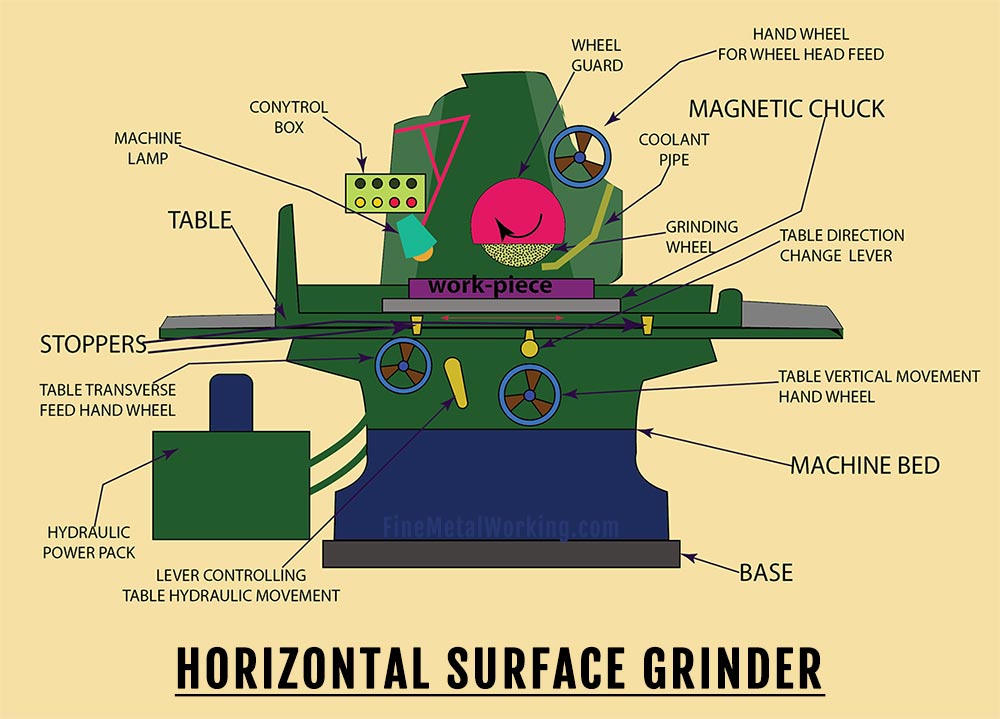
Your machine saddle is mounted on the bed and can be moved in the transverse direction, and the table with T-slots is mounted on the saddle and has longitudinal movements. You can mount magnetic chuck, vice and fixture on the table for clamping the work-pieces or directly clamp it on the table using the T-slots.
The vertical column of your machine is assembled upright on the base and houses the drive system for the wheel head; the wheel head is mounted on the column. The grinding wheel of your machine may have more than one rpm.
Your machine saddle, table, and vertical column are provided with precision hardened and ground antifriction roller guide-ways for precision movement.
The movement in the vertical direction is given to the table and in some designs, it may be the wheel head.
The reciprocating movement of the table in the longitudinal axis is hydraulic and the table speed is infinitely variable. You can change the speed of table movement or stop the movement by using the lever.
There are two movable stoppers on the front of your machine table and they can be moved and locked at any position; the lever for reversing the direction of the table’s longitudinal movement is in between these two stoppers and during grinding, the stopper on the moving table strikes the lever to reverse the direction.
You have to position the two stoppers in such a way that the table movement is reversed as soon as the grinding wheel passes over the work-piece length.
You can move the table or the wheel head manually or through power including rapid movement.
Your machine is provided with a coolant tank, coolant pump, piping, and coolant filtering arrangement for spraying the area of cutting with coolant.
You can feed the work-piece longitudinally against the rotating grinding wheel, using the reciprocating movement of the table.
You can give in-feed or depth of cut by using the vertical movement of the table or the wheel head. The hand-wheel will have a provision for giving fine in-feed.
When the width of your work-piece is more than the thickness of the grinding wheel, crossfeed is necessary and cross-feed is given by moving the table in the transverse direction. You can make the crossfeed automatic by synchronizing the crossfeed movement with the reversal of table movement. This means the crossfeed set by you occurs automatically when the table direction is reversed for a fresh cutting stroke.
Your machine is ideal for components requiring extremely accurate and highly finished flat surfaces and tool room applications. You can increase the rate of production by loading the components in a batch either in special fixtures or mounting them on the magnetic chuck.
2. Horizontal Spindle Surface Grinding Machine (with Rotary Table)
Your Horizontal Spindle Surface Grinding Machine with Rotary Table has a base on which a cast-iron bed is mounted; the bed is mounted with a saddle and a circular table on which magnetic chuck or fixtures can be mounted. The vertical column is mounted on the base and houses the wheel head.
The rotary table of your machine has rotary motion and the grinding head can be moved up and down in rapid or at feed rate.
Your machine is suitable for surface grinding of thin parts of high accuracy and larger machines are suitable for mass production of pallets and surface plates.
In some designs, you will be able to tilt the table for concave or convex grinding (hollow grinding).
In smaller machines, the rotary motion of the circular table is sufficient for you to manage feeds and depth of cut. In bigger machines, you can move the circular table on the saddle horizontally towards or away from the grinding wheel head.
Your machine is provided with a coolant system.
You can make the in-feed of the wheel head (depth of cut) automatic at the completion of one revolution of the table or one cut on the components mounted on the table.
Your machine is generally not used for rough grinding operations.
3. Vertical Spindle Surface Grinding Machine with Reciprocating Table.
The base, bed, column, the hydraulic system for longitudinal movement of the table, and the coolant system of your Vertical Spindle Surface Grinding Machine with Reciprocating Table is similar to the Horizontal Spindle Surface Grinding Machine with Reciprocating Table.
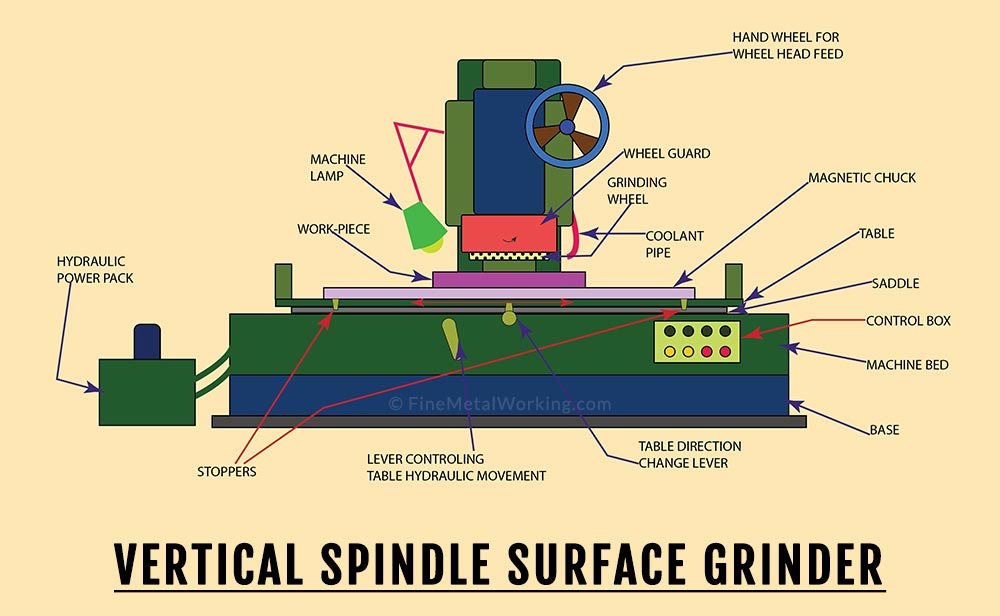
The table of your machine moves on precision scraped or ground V and flat guide-ways with continuous forced feed lubrication. The wheel-head of your machine moves on rectangular precision guide-ways.
Arrangement of stoppers for reversing the direction of the reciprocating table (longitudinal axis) is the same as in the horizontal Spindle machine and you can set the stoppers suiting to the length of the work-piece.
Segmental Grinding Wheels are used in your machine for efficient grinding and better use of the coolant.
The wheel head of your machine has rapid movement and also slow inching feed.
Your machine has a hollow spindle for better coolant supply to ensure full power utilization.
The table of your machine is provided with infinitely variable speed with smooth reversal by means of a hydraulic power pack and the table strokes are sensed by limit switches. You can regulate the table speed and also set the in-feed (depth of cut) to happen automatically at every cutting stroke.
Your machine has built-in safety interlocks.
Your machine can use Cup, Cylindrical or segmented wheels for fast stock removal where accuracies are not very stringent. Your machine is suited for heavy stock removal with a high degree of accuracy and faster rate of production for the grinding of the engine block, cylinder head, refractory bricks, and many other general engineering components.
Normally, the diameter of the wheel in your machine is sufficient to grind the complete width of the work-piece in a single stroke and hence crossfeed may not be necessary.
In many machines, built-in provision is made for wheel dressing.
4. Vertical spindle surface grinding machine with Rotary Table.
The basic construction of the machine viz. base, bed, column, and cooling system are similar to your earlier machines.
In your machine the diameter of the circular table is always bigger than the grinding wheel diameter, viz. grinding wheel diameter 450 mm and the table diameter750 mm and this gives you sufficient space for handling the work on the table. Also, there is a huge difference between the grinding wheel rpm and the table rpm, while the grinding wheel rpm is 960 table rpm is 7.5 or 15 rpm.
The rotary table of your machine operates on large circular ways well lubricated and carries an electromagnetic chuck with circular poles.
The construction of the wheel-head in your machine is very rigid and has provision for a segmented wheel or ring wheel.
The column of your machine houses the drive system for the wheel-head and the wheel-head moves vertically on precision guide-ways; manual or automatic in-feed of small increment is possible.
Your machine may have a built-in wheel dressing unit.
The wheel head motor of your vertical surface grinder has more power than the horizontal spindle grinder; however, the rpm is much less in the vertical wheel head. This feature helps you with heavy stock removal.
Your Vertical spindle surface grinder with rotary table, using a cup, cylinder, or segmental wheels, are widely used for high production applications; for finishing applications, the wheel axis is kept exactly perpendicular to the surface to be ground and for roughing purposes the axis is kept slightly tilted.
5. Disc surface Grinders
You use disc surface grinders for volume production of flat work-pieces. Here, you will be using the face of the grinding wheel to grind the work-pieces.
Your Single Disc Surface Grinding Machine will look like a horizontal spindle surface grinding machine albeit smaller in size since it does not need a reciprocating or circular table. The grinding action in your machine takes place by the abrasive particles on the face of the grinding wheel. You will be able to give the feed (depth of cut) by moving the wheel head.
You have to mount the work-pieces (small bushes of circular or of any other shape) securely on a fixture. Your fixture should be capable of holding the batch of components during the grinding process and suitable to the size of the grinding wheel. Like other surface grinding machines, one face of the work-piece can be ground at a time. You need to take care of the wheel dressing in between.
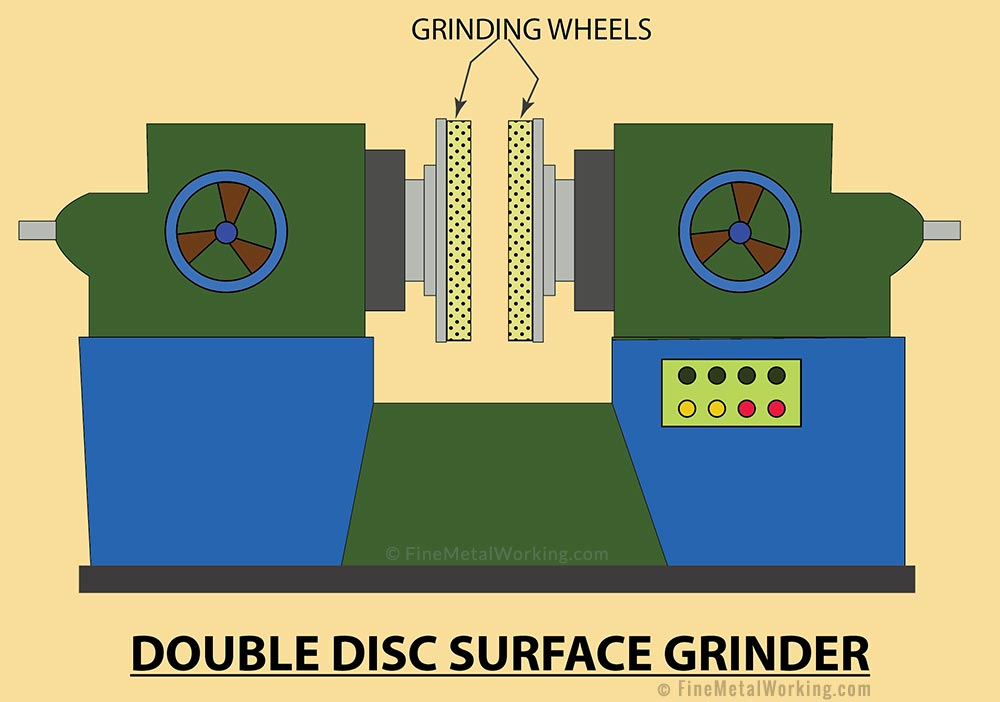
Your Double Disc Grinding Machine is similar to the single-disc grinding machine, except that you will have two-wheel heads mounted parallel to each other.
This arrangement helps you for simultaneous grinding of two parallel faces of the work-piece. Normally, the components ground on your machine are bushes of circular or any other shape.
Your machine is a highly productive machine and has an arrangement for continuous feed of components. You will complete the grinding of the work-piece in a single pass through the grinding wheels; cutting action takes place at the face of the grinding wheels.
Your Disc type grinding machines have a coolant system.
Grinding Wheel
The grinding wheel acts as the cutting tool on a surface grinder. Unlike a lathe, drilling, or milling machine, the cutting tool on a grinder doesn’t produce curled chips. Instead, the abrasive particles on the periphery and/or the face of the grinding wheel peels off a small amount of material in the form of fine metal dust.
The type of abrasive particle on the grinding wheel depends on the type of material you want to grind, surface finish requirements, and cutting conditions (wet or dry grinding).
For a more detailed explanation on grinding wheels and how to select the right wheel, please refer to our guide on surface grinding wheels.
Cutting Fluid / Coolant
When you work on your Surface Grinding Machine, the surface of the work-piece in contact with the grinding wheel develops considerable heat.
The cooling system of your machine cools the work-piece, reduces the effect of friction, removes heat from the work-zone and increases rate-of-material-removal, without further damage to the work-piece surface finish.
The most commonly used grinding fluids in your machine are water-based emulsions and grinding oils.
Since the grinding process in your machine produces a lot of heat, flooding the coolant at the point of cut is most effective; the quantity of the coolant depends on the length of contact between the grinding wheel and the work-piece, larger the contact area more should be the quantity of coolant.
Safety Precautions in Grinding
Your Surface Grinding Machine and Grinding Wheels should always be used in accordance with the safety regulations prescribed by the machine manufacturer and also as stipulated by the local authorities in the labor department.
Some of the safety precautions are recorded here for your safety when you work on your machine.
- Wearing of goggles and face shields is a must when you are working on Surface Grinding Machines.
- You should never stand in front of the rotating grinding wheel; stand safe at the side of the machine.
- You should always wait for the grinding wheel to stop, before putting your hand into the work-piece for checking or removing.
- You should never run the grinding wheels at more than the speed specified on the wheel by the manufacturer. When you run the grinding wheel at higher than the specified speed, it may lead to high internal stresses and accidents.
- You must inspect the new grinding wheel for chips, cracks, and other defects. Clean the grinding wheel to remove dust or wetness and check visually for any physical defects like cracks. Hold the grinding wheel with your finger in the bore or on the mandrel and tap gently with a plastic hammer or screwdriver handle at a point approximately 45 degrees from the vertical center-line. In the case of an undamaged wheel, you can hear a clear metallic ring and a different dead sound if the wheel has a crack.
- You must do static balancing followed by the proper dressing of your grinding wheel, before using it for grinding.
- While mounting a new wheel on your Surface Grinding Machine, it is a safe practice for you to stand aside and run the wheel for a full minute before starting the grinding.
- Wheel mounting-You have to assemble your grinding wheel with the correct size of flanges (with no warpage) and use blotters between the flanges and the wheel surface for uniform distribution of flange pressure. Do not over-tight the flanges. Also, you must inspect the mounting of the wheel at intervals.
- Your Surface Grinding Machine generates minute chips in the form of dust and provision should be made to control it, especially in case of grinding without coolant.
- You must always use the wheel guard during your grinding process. You have to take care to see that the wheel guard is properly adjusted when you mount a new wheel or when the wheel is worn out.
- Your grinding machine should have adequate power to run the selected grinding wheel; this is important to avoid faster wheel wear out and accidents.
Applications of Surface Grinding
The primary use of a surface grinder is to remove material from a flat surface to finish the workpiece to the correct size with a fine surface finish. They are also used for sharpening cutting tools, grinding off small flanges and also big cylinder blocks, machine base and many other items.
Your Surface Grinding Machines are required in every industry, be it an automobile industry, a consumer goods industry, or manufacturer of machine tools.
Conclusion:
You cannot think of any engineering industry without a Surface Grinding Machine. With the introduction of CNC Controls, your machine has become more accurate and productive.