It is not always easy to determine whether a weld is good or bad. Welds are nearly always categorized between a range of acceptable and unacceptable, especially when considering factors such as strength, aesthetic appearance, and its internal integrity.
Therefore, let’s find out how exactly to tell the difference between good and bad welds and what good and bad welds look like visually.

Page Contents
How Can You Tell Good Weld from Bad Weld?
Determining whether a weld is good or bad can be conducted through the utilization of weld inspection/testing procedures.
Inspections will determine whether a weld is acceptable in the areas such as its aesthetics (such as weld uniformity and consistency), identify the presence of weld defects (no porosity or undercut edges, etc.), and whether it is the correct size and shape in comparison to the subjective joint.
A step further, they not only inspect the visual aspects of a weld but also the internal characteristics that can be invisible to the naked eye such as air pockets, internal porosity, and lack of weld penetration all of which directly impact weld integrity and quality.
Most Common Weld Inspection Tools
Following are some of the most widely used inspection methods and procedures.
Visual Inspection
A visual inspection is by far the most common and cost-effective method of weld testing. To visually inspect a weld, the inspector needs to have much experience and knowledge regarding acceptable appearance and defects of welds; this is standard knowledge for welder-operators.
 Visual inspection of Porosity/Pinhole defect.
Visual inspection of Porosity/Pinhole defect.
Post welding, an operator will always search for visual defects or inconsistencies such as lack of uniformity, undercut edges, or uneven weld beads.
X-Ray Weld Inspection
Also known as Radiographic Inspection, X-ray inspections are used regularly for efficiency and accuracy.
By inducing gamma-rays that pass through the metal of the weld and surrounding metal, a trained weld inspector can determine whether a weld meets strength requirements and whether it contains deformities or defects.
Liquid Penetration
This inspection method is conducted via the application of brightly colored liquid dye, which is sprayed over a weld (which has cooled down) and is then left to soak into the weld material. After a short period of time, the inspector will be able to view any present irregularities or defects in the weld as the color of the liquid’s surface will change.
If any irregularity or defect is present, the color of the dye will appear darker in the location of the problem and will show to the inspector that there is a presence of an unwanted crack or pinhole.
Magnetic Particle Inspection
Special probes are placed on either side of the inspection area with the purpose of allowing amperage to pass through the material. When the amperage encounters a discontinuity, such as a crack, the probes are diverted and amperage leaks through the surface, creating magnetic poles or points of attraction.
This allows the inspector to determine the location of irregularities.
Good Welds: What Does a Good Weld Look Like?
In general, a weld of good quality should appear visually consistent without the appearance of cracks, holes, and undercut edges (amongst other defects).
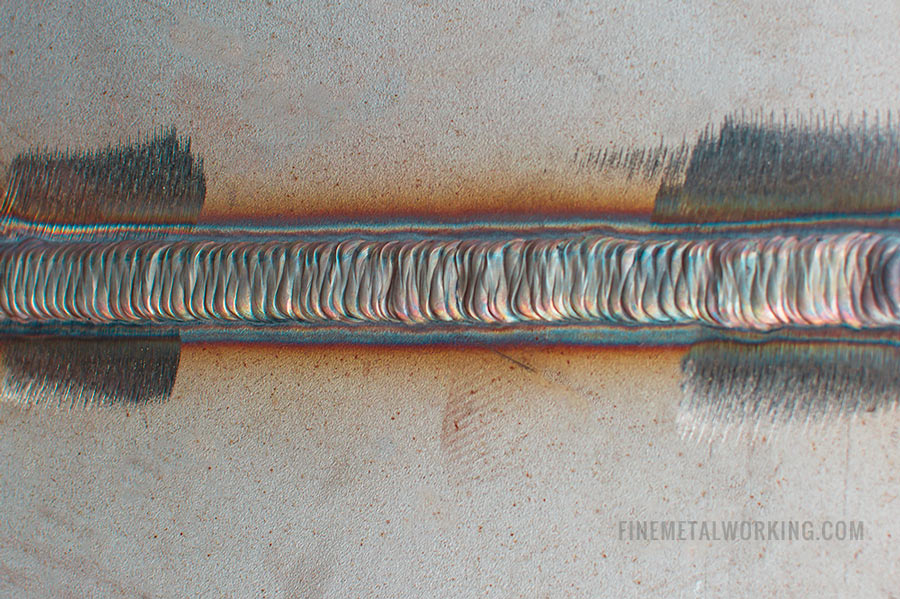 A good TIG weld example (weaving).
A good TIG weld example (weaving).
It is important to note: when we view photos of welds, we often see perfect welds which is not a reliable representation of the average good weld. The minimum standard is not the goal, but the standard is lower than the internet’s representation.
Let me explain with an example.
We can compare it to how we view the ideal human body, the representation of Arnold Schwarznegger is desirable but not very accurate. In real life, a good weld need not be perfect; but it should have the qualities of a good weld joint.
Depending on the welding method used, a good weld should contain the characteristics:
Good MIG Welding:
- Straight and uniformed
- Weld size matches the joint/job requirements
- Consistent thickness, width, and height
- No defects such as holes or undercut
- No dips or craters in the bead
- Smooth surface
Stick Welding:
- Consistent thickness, width, and height
- No splatter
- Weld size matches the joint/job requirements
- No defects
- Straightness and uniformity
Good TIG Welding Characteristics
- Weld size equal to joint
- Consistent bead placement
- No slag
- No defects (particularly common are cauliflowers/burn through)
- When cooling, the weld will appear bright and colorful
- Consistent thickness, width, and height
- Weld size matches the joint/job requirements
What Should a Good Weld Bead Look Like?
A weld bead of good quality is easy to identify through visual inspection. Uniformed placement of the welding wire will be the first and most obvious to view, inconsistent welding wire placement will result in an inconsistent weld (with its height and width).
The weld bead, with any welding method, should always be free of splatter, bumps, and defects and appear smooth and clean in general with consistent weld waves (C’s).

In the case of TIG welding, in particular, the consistency of the C-shape will represent how consistent the wire was placed into the weld pool by the operator. When welding MIG or Stick, splatter, and slag is a normal occurrence and is not deemed as problematic unless it is not easily removed.
What Degree of Weld Penetration is Good?
Weld penetration is variable and generally depends on the thickness of the material being welded and the project at hand. Thicker material requires deeper penetration than thinner material and projects for agricultural industries require less accurate penetration (depending on the job) than that of structural or aeronautical industries. Good penetration can be anywhere in the range of 5 – 100% in comparison to the depth of the steel thickness.
Poor weld penetration can be defined as a weld that does not penetrate sufficiently into the joint and is identified usually through break testing or X-Ray. A poor penetration is considered a high risk when considering strength and durability.
A weld that has penetrated in excess will be identifiable through the visual presence of “cauliflower” or burn through on the underside of the weld joint and the risk here is brittleness.
What Does a Good Weld Sound Like?
The MIG welding and Stick Welding methods are the only welding process to seriously consider when trying to listen for good or bad sounds.
A good MIG weld is noisy, but it is consistent and sounds a little like frying bacon. The consistency will depend on the system used, for example: if utilizing a pulse weld setting the welding process will change regularly throughout the process from louder to quieter.
Stick Welding will sound a little like a waterfall (or perhaps a fall of lava that is burning the earth below is a better example). Stick welding will sound very consistent and should not vary from loud to quiet, but rest at a medium volume.
Bad Welds: What Does a Bad Weld Look Like?
After all that we have discussed, the identification of a bad weld should be fairly straightforward and obvious. An unacceptable weld will undoubtedly contain inconsistencies and defects which can include: porosity, burn-through, non-uniform weld beads or appearance, pinholes, cavities, undercut edges, and more.
The size and shape of the weld, in particular, will be a deciding factor between deciding whether a weld appears to be good or bad. This is connected to the material thickness and the type of joint being welded, an undersized weld will struggle to hold the two materials together while an oversized weld will appear to be excessive and visually displeasing.
Examples of Bad Welds
 Example of a Bad Weld: Start/stop inconsistency.
Example of a Bad Weld: Start/stop inconsistency.
The shape should be consistent and even with a plane that does not display any protruding bumps or peaks.
 Inconsistent weld width, shape and height example.
Inconsistent weld width, shape and height example.
Again, depending on the welding method, a bad weld will vary in appearance as below.
Bad MIG Welding:
- Will contain visual defects such as cracks or holes
- Lack of uniformity and straightness
- The weld bead/size will be excessively small and thin or large and fat
- Visible splatter which is difficult to remove
Poor Stick Welding:
- Contains weld defects
- Inconsistencies in width and weld height
- Slag on weld surface which is difficult to remove
- Splatter present which is difficult to remove
- The weld bead/size will be excessively small and thin or large and fat
Bad TIG Welding:
- Burn-through on the underside of the joint
- Heat marks that are difficult to remove
- Contains weld defects
- Lumps at the start and stop sections of the weld
- Dull or black in coloring which is difficult to clean
Preventing Bad Welds
When trying to prevent bad welds one needs to consider a lot regarding technical information and welding technique. Welding techniques and settings are usually the main source of bad welds and can be counteracted.
For example, all of the following defects and inconsistencies are 100% connected to the operator’s incomplete weld set-up, technique, or knowledge: porosity, undercut edges, ununiformed welds, excessive penetration, pinholes, cavities, splatter, and slag on or around the weld surface, heat marks, cauliflowers, lack of fusion, weld overlap and more.
All of these defects/inconsistencies can be counteracted by improving one’s knowledge, technique, and skill set. To avoid these defects and inconsistencies, it is advisable to consult with professional welder-operators who have greater experience in the field than you do. The knowledge of these veteran welders significantly outweighs studying any online resource or technical book, not to say that studying theory is useless. Studying the theory is important however, to have a professional by your side throughout the welding process is incomparable with its benefits.
There are indeed plentiful online resources and books to resolve any of the likely causes for a bad weld.
Concluding Considerations
There are a variety of weld testing/inspection methods used to provide grading of welds and are all conducted with the purpose of providing information regarding the acceptability of the internal and external aspects of a weld.
Inspections are deemed critical for welding projects for the aeronautical, food, and medical industries (amongst others) which require a high level of weld quality. However, alongside this it is recommendable for an up and coming welder operators and professionals alike, to knuckle down on the skills related to good vs bad identification when regarding weld quality.
It is not only a valuable skill to develop but also prevents the occurrence of poor craftsmanship which can result in damaged projects, injury, and failure of weld inspects.