Welding porosity occurs when there are cavities or gaps left between the welded metal surface. These gaps are empty spaces where the metal has not melted completely, which can lead to problems down the line. Luckily, there are many things you can do to prevent this from happening!
Read on to learn more about welding porosity and how you can prevent it.
Page Contents
What is Porosity in Welding?
Porosity is a type of weld-defect that specifically refers to the entrapment of external gases within a welded joint, most commonly oxygen. As the molten metal of a weld cools and solidifies, the external gas will either enter a weld and become trapped internally thus creating cavities or it will be forced out of the weld leaving behind visible holes and pits on the surface of the weld.
The presence of porosity can severely affect the overall integrity and strength of the weld meaning, that a porosity-contaminated weld will nearly always be below the standard of international weld codes and is expected to fail most weld tests or examination procedures.
Types of Porosity
Porosity is categorized into four characteristically different types which are named as:
- Wormholes
- Distributed Porosity
- Surface Pores
- Crater Pipes
Wormholes
Also referred to as Herringbone Porosity as when they are x-ray tested, it appears in a similar shape to the bone joint. Wormholes are elongated pores that occur when the unwanted gas inside a weld pool tries to escape while the molten weld metal is still in its liquid form. They are generally easy to identify as they are nearly always visible externally.
Distributed Porosity and Surface Pores
These are both placed together since characteristically, Distributed Porosity and Surface Pores are the same type of porosity just on different levels of severity. D.P and S.P are the most commonly occurring form of porosity and are identified in different ways.
D.P or distributed porosity is considered slightly less severe but is more difficult to identify as it consists of many fine pores trapped inside the weld bead; x-raying the weld is often necessary to detect Distributed Porosity.
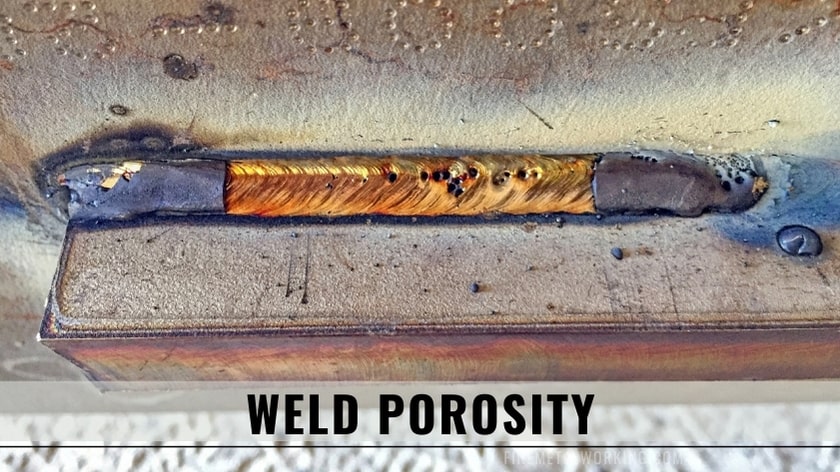
Surface Pores are visible to the eye and are easily identifiable by the large, numerous holes that they produce. They are considered a severe defect as they are often accompanied by internal Distributed Porosity.
Crater Pipes
These are considered a very minor form of porosity as they are generally easily identified by the eye and repaired without trouble. Crater Pipes only appear at the end of a weld run during the final solidification process in the form of a small pinprick-hole. These, often singular holes (or Crater Pipes), though visually displeasing, generally have little impact on the structural integrity of the weld.
They are easily preventable by applying the correct downslope setting to your machine, or by allowing the shielding gas flow over the cooling weld a few seconds longer as the weld pool completely closes.
What Causes Porosity in Welding?
Porosity can appear in all forms of welding processes and positions with the direct cause of the occurrence varying from one situation to another. Below are some of the most likely causes for porosity and specific instances which will only occur with certain welding procedures. I will also explain how to prevent weld porosity with practical methods.
1. Atmospheric Condition:
This is the most common cause for the porosity found in all types of welds. It refers to the quality of the atmosphere surrounding the weld pool and is generally caused by 3 different situations. There is too little or too much shielding gas being applied to your weld pool or excessive wind is present within the vicinity of your weld pool.
Prevention:
The correct application of shielding gas will resolve the recurring porosity here. Make sure you understand the correct flow of gas needed to apply into your weld pool area, over/under producing gas will allow for porosity contamination. To note, empty cylinders will obviously produce no shielding gas and also cause porosity.
If using a MIG or TIG welder outdoors, if there is wind or even a slight breeze the chance of porosity occurring is high. If it is possible to move indoors, do so, if this is not an option try to adjust your gas flow to a higher flow rate than normal and as an extra, you can create a barrier around your weld (that is wind and fire-resistant). This will help to keep your shielding gas from blowing away and keep it safely around your weld pool.
A faulty MIG/TIG gas hose or gas cylinder can also induce porosity via lack of gas flow; inspect these for leakage by spraying a mix of water and alcohol-free soap onto the lines and top of the cylinder, wait and watch to see if bubbles appear and if so, you have a gas leak.
Cylinder contamination or age, though unlikely, can be another cause of the porosity as it reduces gas supply. It is recommended to hire cylinders from a professional supplier as they regularly inspect both the cylinder quality and gas for contaminates.
2. The Presence of Moisture
In many countries the mornings tend to be cold and damp; the presence of moisture can cause many welding defects and of course porosity. If there is moisture or dew present on your weld joint (or even condensation) and you weld over it, this can cause the weld pool’s temperature to drop quickly and prevent it from solidifying in normal time. This produces Distributed Porosity inside the weld.
A more specific cause could be if operating a Stick-Welder; the flux-coated electrodes easily absorb moisture and can contribute to the problem of porosity.
Prevention:
Inspect your weld joint for the presence of moisture on cold, damp mornings and if spotted, one simply needs to soak up the excess with a clean rag. If you are especially concerned, you can quickly heat the joint and guarantee the evaporation of all the moisture.
With Stick-Welding Electrodes, storing the electrodes in a dry location is very important and a standard SMAW procedure. To guarantee the efficiency of the electrode many operators also bake the electrodes in a specialist “oven” to assure the evaporation of moisture is complete.
3. Welding Technique, Maintenance, and Procedures
Although more common amongst practicing beginners, below-standard welding techniques and procedures can cause porosity no matter your skill level. Causes can include, MIG Welding at an excessive angle, aged or contaminated filler wire materials, overuse of welding additives such as anti-spatter spray, or welding an open joint with a large root.
Prevention:
The angle of your MIG welding position will improve or destroy your weld. By welding at a more horizontal angle, you are encouraging the gas to flow over the weld pool and fail to protect it from atmospheric contaminants. A correct MIG welding angle to provide the necessary amount of shielding gas to your weld pool should be around 35-45 degrees, depending on the weld position and joint.
Using aged or contaminated filler wire is a common mistake and can be sourced from bad storage practices or failing to inspect wire before use. Store filler wire in a dry location and always remember to visually inspect old wire before use for signs of corrosion.
Welding additives can be an excellent resource to make your work easy. However, when used excessively their entire purpose is defeated as you will only induce problems. Even though welding additives (such as the anti-splatter sprays) are designed to be welded over, overuse will provoke a similar effect as the presence of moisture. Read the usage instructions before applying any additive to your joint.
No matter the welding type, welding a joint that hasn’t been tacked together at a reasonable distance will encourage airflow from below. Your root run spacing may be important but it will be useless when it becomes contaminated by porosity. Space your root run gap in accordance with the industry standards and you should expect porosity (these are normally determined by material thickness).
Welding Porosity: FAQ
How Much Porosity is Acceptable?
Although the American Welding Society determines that ⅜ inch or 9.5mm in any inch of the weld is acceptable as a professional or beginning welder, you should allow for zero amount of porosity to be present on or inside your welds. Any amount of porosity will become a point of weakness in a structure or product’s durability.
This is especially important with steel that could be under load or continuous stress; many weld inspectors will not accept even the tiniest Crater Pipe in a 10-meter weld or no decent weld school examination should either.
Can You Weld Over Porosity?
Sometimes but usually not. With Crater Pipe (pinholes) you can weld over the hole as it is not a contamination but malpractice, this is especially recommended with TIG Welding.
With all other forms of porosity by welding over the problem you are extremely likely to continue the contamination further across your weld bead. If lucky, you will be able to cover it; but repair nothing as the internal damage will remain.
On top of this, welding over porosity is easy to identify and will produce an unattractive weld. Porosity needs to be repaired correctly.
How Do You Repair Porosity?
This can be tricky but not impossible.
Porosity has to be removed completely before it can be rewelded. By using an angle grinder, with a grinding disc or flap-wheel attachment, you can carefully remove the porosity. It is important to grind out all of the porosity as if even the tiniest pore remains, there is a chance it will reoccur or appear in an x-ray.
When grinding away your weld, try to create a neatly curved groove. This is so when you reweld the joint you will have more control of the whereabouts of where your filler wire sits (it won’t slip to the bottom or sides of your joint and create a mess).
What is Undercut in Welding?
Undercut is different from Porosity and is generally caused by a bad welding technique. An undercut is where the filler material has failed to completely fill up the space of the joint resulting in sharp edges or cracks along the edges or below the joint. It is considered a defect by weld examiners however it is fairly straightforward to repair.
What Is Piping Porosity in Welding?
Piping porosity happens when the entrapped gas tries to escape resulting in an elongated cavity. Unlike a pinhole which appears in a spherical shape, the piping porosity appears in a funnel-shaped going from top to bottom. This is very similar to the wormhole and the American Welding Society discontinued the use of this term.