Wire EDM is a non-conventional machining process, which is based on the principle of electrical discharge machining (EDM). It is often used for the production of metal parts with complex geometry.
The Wire EDM process is a subtractive manufacturing process. It is very useful when you want to cut through hard materials such as hardened tool steel and carbide.
Page Contents
- What is Wire Cutting?
- Wire EDM Technology: Working Principle
- EDM Wire-Cut Machine
- How Accurate is Wire EDM?
- What is wire EDM used for?
- What Materials Can Wire EDM Cut?
- How Fast Does Wire EDM Cut?
- Wire EDM Wire: What is EDM Wire Made Of?
- EDM Fluid (Dielectric Fluid) Used in Wire-Cut
- Advantages, Disadvantages & Limitation of Wire EDM
What is Wire Cutting?
An EDM Wire-cut machine uses a continuous thin electrically conductive wire as the electrode to cut profiles on the workpiece and this process is called wire cutting. The wire and the workpiece are submerged in a dielectric fluid and sparking takes place in the spark gap between the wire and the workpiece surface. Material from the workpiece is removed by the electro-thermal process.
Wire EDM Technology: Working Principle
The EDM wire-cut machine is a variant or type of Electro Discharge Machining where a thin electrically conductive wire (generally brass) is used as an electrode.
Both the wire (electrode) and the workpiece in your EDM-wire cut machine are submerged in a dielectric fluid and are separated by a small gap (spark-gap); the wire and the workpiece are connected to the terminals of the DC pulse generator. Deionized water is used as the dielectric fluid in your EDM-wire cut machine.
The metallic wire in your EDM-wire cut machine runs continuously from the top spool (roller) to the bottom spool through the diamond wire guides (top and bottom) and it has a tensioner to maintain proper tension in the moving wire; the speed of the wire movement can be controlled and the movement is generally slow.
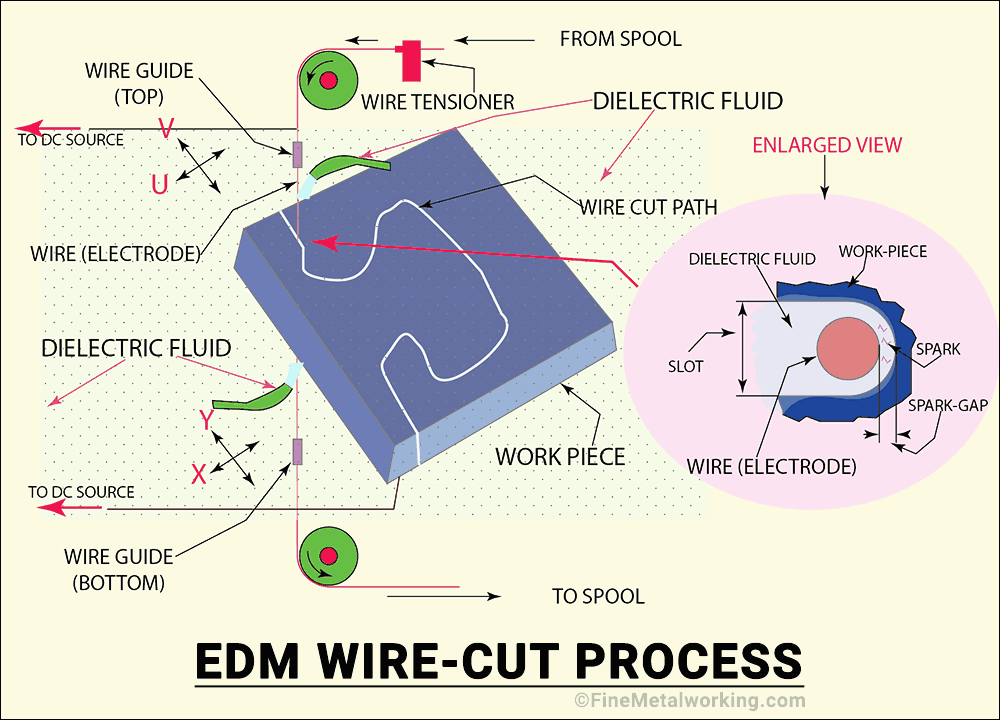
The EDM wire is moved towards the work-piece in the programmed path; and at a particular gap between the wire and the work-piece surface (spark-gap) and discharge voltage, the deionized water becomes conductive (ionized) and allow spark discharge to happen.
Due to the intense electro-thermal heat generated by the spark discharge, material from the work-piece surface is melted and vaporized into tiny chips; the DC pulse current is momentarily stopped, and continuously flowing deionized water of your EDM-wire cut machine flushes away the tiny chips, cools the work-piece and fill the spark-gap area with fresh deionized water.
Your EDM-wire cut machine cuts the material by continuous spark discharges between the moving wire and the work-piece surface; the sparks happen in a square waveform and the spark-on and spark-off time is controlled by the CNC.
The wire (electrode) in your EDM-wire cut machine is used only once since the wire becomes weak after spark discharge, the used wire goes to the bottom spool for onward cutting into small pieces for scrap.
The movement of the wire in your EDM-wire cut machine is controlled by the CNC program and any intricate profile or shape can be programmed and cut; the profile runs through the complete thickness of the workpiece.
Your EDM-wire cut machine is used for cutting through cavities; this process cannot be used for machining blind cavities.
The wire guides (top and bottom) of your EDM-wire cut machine are important for the accurate movement of the wire and hence the accuracy of wire cutting; the guides can be moved vertically up and down to position them according to the height of the work-piece.
The workpiece of your EDM-wire cut machine will have a through-hole as the starting point of cutting and the wire needs to go through this hole before the cutting starts; the process of inserting the wire from the top guide to the bottom guide (through the hole) is called threading. Your EDM-wire cut machine may have an automatic threading system or it needs to be done manually.
You will have a sensor to detect wire breaking or running out of wire during the EDM-wire cut process.
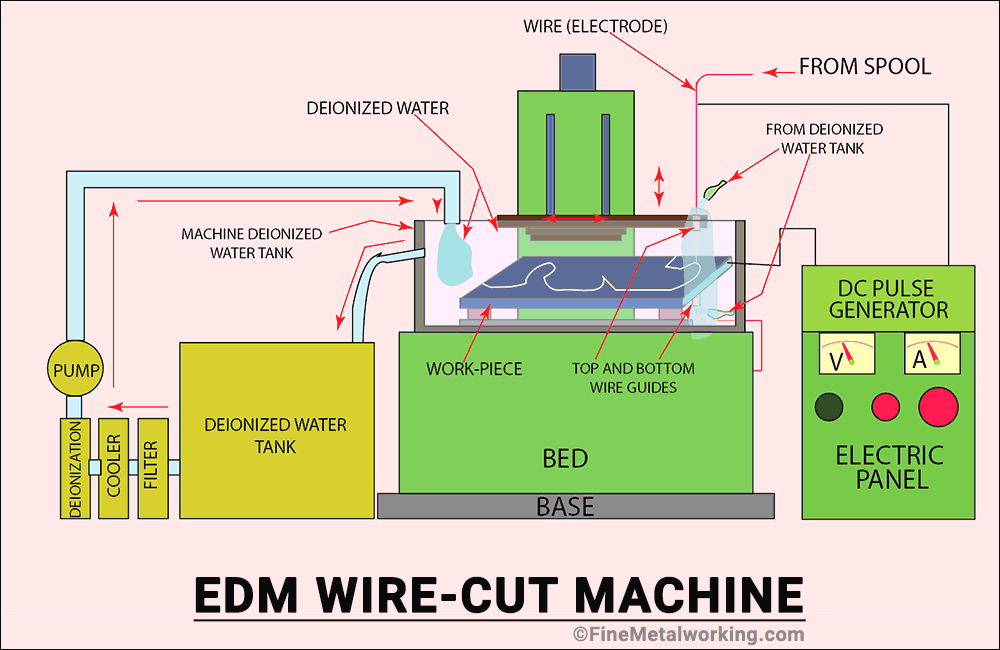
EDM Wire-Cut Machine
The construction of your EDM-wire cut machine is slightly different from the normal EDM or Sinker-EDM machine.
Your EDM-wire cut machine has a bed and table similar to your EDM machine and the bed is mounted on a base.
The arrangement of the wire (electrode) in your EDM-wire cut machine is as discussed in the above paragraphs.
The dielectric system of your EDM-wire cut machine is somewhat similar to your EDM machine; however, there are two methods to keep the wire and the work-piece in the cutting area covered with the deionized water:
Flushing type: In this type two nozzles continuously supply deionized water at the top and bottom wire guides to create a continuous column of deionized water around the cutting area.
Submerged type: This is similar to your EDM machine; a dielectric tank is mounted on the machine table and the deionized water in the tank always keeps the wire and the workpiece submerged. Additionally, deionized water is supplied through nozzles at the top and bottom wire guides.
Your EDM-wire cut machine can have 5-axes movement and positioning:
The movement in the X and Y-axis of your EDM-wire cut machine may have been given to the table on which the workpiece is mounted or to the Bottom wire guide.
You have two more axes called U and V-axis; U and V-axis are parallel to X and Y-axis and this movement is given to the Top wire-guide; movement in the Z-axis (vertical) is used to position the Top and Bottom wire-guides nearer to the work-piece.
Your machine may have all the 5-axes under the control of CNC or X, Y, U, and V-axis can be CNC controlled and movement in Z-axis can be manual.
By simultaneous movement or positioning in X, Y, U, and V-axis you can cut complex shapes with taper or complicated shapes like a circle at the bottom and round at the top.
The wire feed system of your machine ensures proper tension and feed rate of the wire and this is controlled by the CNC based on the data provided by the machine manufacturer.
The power supply, spark-on and spark-off time, and the current are part of the CNC program and hence controlled by the CNC.
The dielectric system of your EDM-wire cut machine is similar to your regular EDM or Sinker-EDM machine and consists of a Pump and a Filter; however, deionized water loses its insulation property rapidly and you must have a system to deionize it.
Work-pieces weighing as high as 1000 kilograms can be wire cut in your EDM-wire cut machine.
How Accurate is Wire EDM?
Your EDM-wire cut machine is sufficiently accurate and may give accuracy up to ± 0.0025 mm and a surface finish up to 1.5 µ Ra (with a multi-pass and specified parameters).
The cutting action in your EDM-wire cut machine happens due to the continuous spark discharges between the external surface of the wire and the work-piece surface and this process form a continuous slot along the cutting path; the width of the slot is theoretically equal to the wire diameter + 2 times the spark gap, however, in reality, it may be marginally more. Your machine manufacturer may give the method to calculate the exact slot width based on the parameters used. You need to consider this slot width while programming the wire cutting.
Due to the intense heat developed in your EDM-wire cut process, there is always the risk of a heat-affected zone and recast layer and you need to adopt secondary operations to remove the recast layer.
EDM-wire cut can be used for cutting difficult profiles with tight tolerances even on small-size work-pieces which are impossible by a conventional machining process.
What is wire EDM used for?
Your EDM- wire cutting is used in the following applications:
- Extensively used by tool industries for machining of patterns and dies in hardened tool steel and other hard materials.
- For cutting critical and intricate profiles in components used in aerospace and medical industries.
- For cutting extrusion dies made of hard die steel.
- Punch for coining die.
- Through cavities with intricate profiles.
- Electrode with complex profile or electrode of hard material for Sinker-EDM.
- Components like large size gears where conventional manufacturing is not economical due to small quantity.
- Cutting a complicated profile or pattern on a plate (if the plate is not thick, more than one plate can be stacked and cut together).
- Machining of electrically conductive brittle and fragile materials that cannot be machined by the conventional machining process.
- Critical components with an intricate profile or other intricacies for prototype production.
- Machining of materials like hardened tool steel, Hastelloy, Carbide, and Inconel which are difficult to machine by conventional machining.
- EDM-wire cut can be used for cutting difficult profiles with tight tolerances even on small-size work-pieces which are impossible by conventional machining process.
What Materials Can Wire EDM Cut?
Can you wire-cut graphite?
Yes, your EDM-wire cut machine can cut graphite, however, graphite being brittle needs careful handling and cutting is very slow; also, it will be better to do plain machining of graphite by milling and use your EDM-wire cut machine for machining the intricate profiles. This way you can make the process economical and faster. You need to dry graphite to remove the wetness after the EDM process.
Can you wire EDM carbide?
Yes, your EDM-wire cut machine can cut carbide; however, you may face the issue of micro-cracks during the initial cut and may have to use more than two passes to achieve the desired accuracy and surface finish.
Can you wire EDM titanium?
Yes, your EDM-wire cut machine can cut titanium; you may have to use a zinc-coated brass wire (electrode) for better speed and surface finish. You may face the problem of broken wire and this can be minimized by adjusting the current value and the length of ‘pulse-off time’.
Apart from the above, you can use your EDM-wire cut machine to cut any electrically conductive materials including Copper, Brass, Aluminium, Hastelloy, Inconel, etc.
How Fast Does Wire EDM Cut?
The fastness of cutting in your EDM-wire cut machine depends on the electrical conductivity and melting temperature of the work-piece material; copper and aluminum with higher electrical conductivity and low melting temperature cuts faster than steel.
EDM machine manufacturers claim cutting speed of up to 200 mm2 per minute based on the parameters like work-piece material, wire material, accuracy, and surface finish required.
Wire EDM Wire: What is EDM Wire Made Of?
The wire used in your EDM-wire cut machine is made of a material with good electrical conductivity like brass; the zinc-coated brass wire is used for faster cutting and it has less breaking and molybdenum wire is used for accurate applications and in places where traces of brass is not desired.
You use Zinc coated copper wire for higher cutting speed; tungsten wire is used in applications where traces of zinc, copper, or brass is not desired.
The wire for your EDM-wire cut machine is available in standard sizes 0.18 mm, 0.25mm, etc.
EDM Fluid (Dielectric Fluid) Used in Wire-Cut
The dielectric fluid used in your EDM-wire cut Machine generally acts as an insulator and does not allow the current to pass from the wire (electrode) to the work-piece; however, under some conditions (discharge voltage exceeding the dielectric strength) and in the area of the spark-gap it becomes conductive and allows the current to pass in the form of a spark.
Deionized water is popularly used as a dielectric fluid in your EDM-wire cut machine for the following reasons:
- The dielectric strength of deionized water is less than kerosene (hydrocarbon oil) and hence it allows spark discharge to happen at comparatively bigger spark gaps compared to kerosene; this means a faster rate of material removal.
- Deionized water removes more thermal energy (heat) from the area of spark discharge as compared to kerosene; this is very useful when you apply low current discharges at a higher pulse frequency.
- Deionized water has a higher material removal rate and better surface finish when compared to kerosene.
- Because of the high cooling effect, the heat-affected zone and recast layer issues are less when deionized water is used.
- Deionized water does not have issues like harmful vapors and it is not harmful to human skin.
- You can dispose of deionized water without any trouble.
However, deionized water loses its insulation property rapidly and you must have a system to deionize it.
Advantages, Disadvantages & Limitation of Wire EDM
Your EDM-wire cut machining process has the following advantages and disadvantages.
Advantages
- Wire EDM can be used for cutting difficult profiles with tight tolerances even on small-size work-pieces which are impossible by the conventional machining process.
- EDM-wire cut process does not leave burrs and tool marks.
- Wire cut machine can be used for cutting sharp corners (with negligible radius).
- You can use the wire EDM machine for cutting soft metals like brass and copper, brittle material like graphite, and hard materials like carbide, Inconel, etc. with equal ease.
- You can cut a Work-piece of height as high as 300 mm or weight as high as 1000 kilograms in the EDM-wire cut process.
- The electrode is a simple wire in your EDM-wire cut machine and hence tool cost is comparatively low since there is no manufacturing cost for the tool.
- EDM-wire cutting is an accurate cutting process.
Disadvantages and Limitations
- EDM-wire cutting can be used only for cutting electrically conductive materials.
- The cutting speed or material removal rate of EDM-wire cutting is low and uneconomical; hence, its use is limited to the machining of very hard materials or difficult profiles that are not possible in conventional machines.
- EDM-wire cutting may leave a recast layer on the work-piece surface which needs secondary operation like polishing to remove it.
- Breaking of wire is an issue in EDM-wire cutting leading to loss of time and some quantity of wire material.
- The wire (electrode) in EDM-wire cutting cannot be reused, it is scrapped after one use and this adds to the cost.