In our forging basics guide, I have explained what is forging and how the basic forging process works. This article takes you through the classification of forgings, cold and hot forging, and different types of forgings.
As you know forging has a wide variety of applications in different engineering industries. Whether you are riding a bicycle, a motorcycle, driving a car, or traveling in public transport or an airplane, or sitting in your home or office, there will be one or more items made from forging in it.
Page Contents
Classification of Forging Processes
Based on the compressive forces applied and the deformation of the metal, the forging process is broadly classified into two types:
- Drawing out forging process.
- Upsetting forging process.
Drawing out Forging Process
In this forging process, the cross-section of the workpiece is reduced with a concomitant increase in length. The compressive force is applied perpendicular to the direction of elongation or flow of metal.
Upsetting Forging Process
In this forging process, as the compressive force is applied, there is an increase in the cross-section of the workpiece at the cost of the height. The compressive force is applied along the height of the workpiece.
A forging process can be a drawing out process or an upsetting process or a combination of both.
Forging processes are further classified as:
- Open die forging or smith forging.
- Closed die forging
Hot Forging vs Cold Forging
What is the difference between hot forging and cold forging processes?
Hot Forging Process
You can carry out the hot forging process by heating the workpiece metal to its recrystallization temperature. When the metal is hot, you have the advantage of its increased ductility and can forge the metal into the desired shape with less force. Hot forged parts do not suffer work hardening, however, the surface has scales and the finish is not good.
Due to the recrystallization temperature and the compressive force applied, the atoms of the metal attain their level of high energy and initiate the formation of finer crystals. This is the process of recrystallization and the newly formed crystals do not have a strain or work hardening.
Hot forgings can be done in a single or multiple stages.
Cold Forging Process
You can carry out the cold forging process at room temperature. Cold forgings produce forgings with fine surface finish and near net shape. However, cold-forged parts undergo work hardening and in many cases, immediate annealing is required. Also, the cold forging process needs a higher compressive force compared to the hot forging process.
Cold forgings are done in single or multiple stages.
However, many times the forging operation is performed by heating the workpiece metal to below recrystallization temperature and this is called warm forging (some people include this also under cold forging).
The metals that can be cold forged are copper, gold, silver, brass, platinum, pure titanium, and some low carbon steels.
The following comparison chart explains various aspects of hot forging vs cold forging in detail.
| HOT FORGING | COLD FORGING |
| Requirement of heating | |
| Workpiece metal is heated to recrystallization temperature. | Normally done at room temperature. However, in a few cases, the workpiece metal may be warmed up to below recrystallization temperature. |
| Compressive force required for forging | |
| Less compared to cold forging. | High compared to hot forging. Also, the forge hammer or press used should be more robust. |
| Surface finish and dimensional control | |
| The surface has scales and the surface finish is bad. Dimensional control is inferior to cold forgings. | The surface finish is good without scales. Dimensional control is good and some forged parts have a net or near-net shape. |
| Work hardening | |
| No work hardening. | Cold forged parts undergo work hardening and may need heat treatment. |
| Condition of the workpiece before forging | |
| Not a major issue. | The workpiece metal should be clean and should have a good surface finish. |
| Grain structure after forging | |
| Recrystallization takes place and the coarse grains of the workpiece metal will recrystallize into a finer grain structure. | Cold forgings make the metal deform permanently and leads to the dislocation of grains and work hardening.
Recrystallization of the grain structure takes place if the forged part is annealed. |
| Residual stress in the forged part. | |
| Nil or marginal. | Residual stress exists. |
| Handling | |
| Extra care is necessary since the workpiece is hot. | Safe to handle, since the workpiece is cold. |
| Life of the dies | |
| Less compared to cold forging. | More compared to hot forging. |
| Environmentally friendly | |
| No | Yes |
| Rate of production | |
| Low compared to cold forging since heating is involved. | High compared to hot forging since there is no heating. |
| Complexity of shapes | |
| Slight complex shapes can be forged since the hot metal is ductile and can flow into the intricate cavity under pressure. | Only simple shapes can be forged. The metal starts getting work-hardened and becomes less ductile. Hence cannot flow into intricate cavities. |
Open Die Forging or Smith Forging
Smith forging is an open die forging process. When a workpiece metal is heated and forged by applying repeated hammer blows, the metal in the plastic condition deforms and flows. The flow and deformation can be restricted by using a die with a cavity or can be manipulated with a flat die. When a die with a cavity is used, the metal in plastic condition takes the shape of the die cavity.
When the die is flat (no cavity), the smith/worker manipulates the hot metal and shapes it to the desired shape by repeated blows of the hammer, and since the flat die is used this process is known as open die forging. The name “open die” indicates that there is no cavity in the die to restrict the plastic flow of the metal.
When open die forging is done manually using an anvil and a handheld hammer it is called hand forging and when it is done using a power hammer it is called power forging. In both cases, the smith manipulates the workpiece manually.
1. Hand Forging
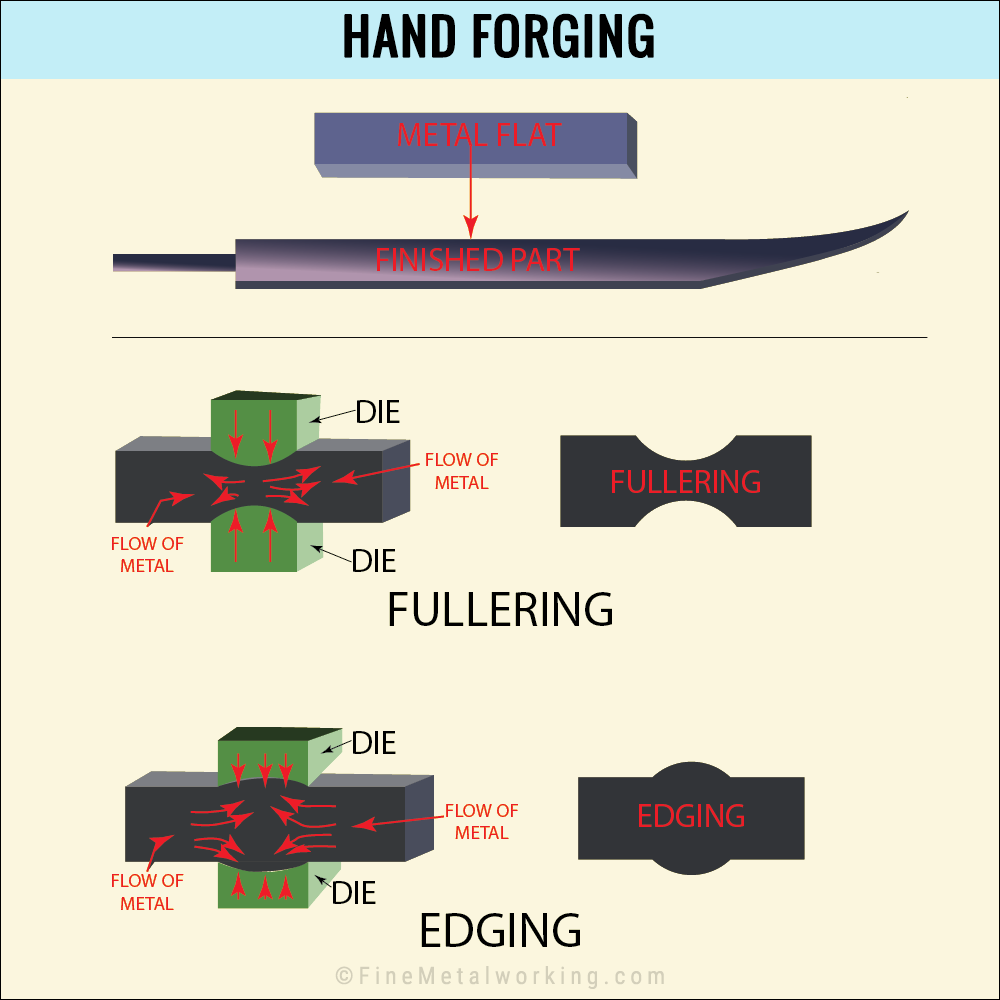
Let us assume that the workpiece is a flat metal of 3ʺ width×18ʺ length×1/2ʺ thick and the smith wants to forge a sword. The smith heats the metal workpiece and place it on an anvil and repeatedly hammer and manipulate the workpiece in the plastic condition to get the desired shape. The accuracy of the finished forging depends on the skill of the operator.
The hand forging process
To make the sword, the length of the metal is to be increased, and the smith will do it by repeatedly hammering the face of the flat along its length. And by using hammer blows, the smith can create a slightly curved shape at one end and also make one side of the width thinner than the other side.
Now, the cross-section of the flat at the other end is to be increased (for the handle), the smith will hammer on the side (thickness) of the flat in the required location and the cross-section will increase (at the cost of the width) due to upsetting. The smith hammers from both sides of the flat to move the metal towards the center, so that the handle will be at the center of the width.
By reading the above process, you and I think it is an easy job, however, it requires experience and skill to do it.
Cogging, Fullering, and Edging
These are the manual forging techniques and smith uses these techniques for doing a forge of a little complex shape. Cogging, fullering, and edging can be used during hand forging or power forging.
Cogging in open die forging indicates continuous deformation of the workpiece along its length. Fullering is another open die forging process and this uses convex open dies to reduce (thin) the cross-section of the workpiece.
After achieving the required thickness by cogging, edging is used for achieving the required width. Edging is done with a concave-shaped open die. The edging is so named since the edging operation is normally performed at the ends (edges) of a workpiece.
2. Power Forging (Open die forging using a power hammer)
Open die forging is often called smith forging because it is partially operated manually. In an open die forging the hot workpiece, metal is placed on a stationary anvil and a hammer strikes it repeatedly to deform the workpiece. The smith continuously moves and manipulates the hot workpiece and gives it the desired shape.
The dies used in open die forging are normally flat, however, for some special applications, the dies with concave or convex shape can be used. The smith uses special tools to punch a hole in the forging.
The open die forging process is an important method for manufacturing and very useful when the size of the forging is big and quantity is less. Few forge shops can do forgings weighing more than 100 tons and lengths more than 50 feet are forged.
Open die forgings are possible in many shapes viz. straight and step shafts, shafts with flanges, large-diameter rounds and rings, hexagonal cross-section forgings, and a few custom shapes. The accuracy of the shape and size depends on the skill of the smith. Many times, the smith uses a forklift with a manipulator to handle and manipulate the heavy workpiece during forging. The smith can use the forklift to move the workpiece to the furnace for reheating and bring it back to the hammer again.
The compressive force applied along the axis of the workpiece will increase the cross-section area (at the cost of the height) and the compressive force applied perpendicular to the workpiece axis will decrease the cross-section area (with an increase in length).
The smith uses technics like cogging, fullering, and edging when the required forging requires a step-by-step approach. `
Advantages of open die forging
- Existing casting defects like pores and voids are minimized or eliminated.
- Improvement in metallurgical structure and finer grains.
- The grain flow is continuous.
- Improved strength and fatigue resistance.
Limitations of open die forgings
- The hot workpiece needs to be continuously manipulated to achieve the desired shape. This task becomes difficult for heavy forgings.
Closed Die Forging
There are mainly three different types of closed die forging processes. They are:
- Drop forging
- Press forging
- Machine forging
Let’s see each of these forging processes in detail.
1. Drop Forging
Drop forging needs a set of die (top die and bottom die). The bottom die is fixed to the bottom bolster or drop hammer platform. The top die is fixed to the movable ram.
Workpiece heated to the recrystallization temperature is placed on the fixed die and repeated impact force of the hammer is applied 3 to 4 times.
More localized deformation takes place at the upper and lower layer of the workpiece. The surface will be harder than the workpiece metal. The deformation is not uniform through the thickness of the metal.
Since a close die is used, this process can be used for producing complex shapes. However, for complex shapes, a set of sequential dies are required. Complex shapes can be done in the following steps:
Die 1 Fullering: Reduce the cross-section of the workpiece to the desired size.
Die 2 Edging: Edging enables easy flow of the metal into the die cavity.
Die 3 Bending: This bends the workpiece to bring it nearer to the final shape.
Die 4 Blocking: This is one step before the final shape, the metal flows into the cavity and takes the shape very near to the final shape.
Die 5 Finishing: The final shape of the part is achieved and a little extra metal provided in the workpiece comes out of the die as a flash. The flash is normally trimmed off in a die or can be removed by hand grinding
2. Press Forging
Press forging also uses a closed die (set of upper and lower die). However, unlike in drop forging (where impact force is applied repeatedly), press forging uses a continuous increase in pressure to perform the squeezing operation. The metal is continuously squeezed between the upper and lower die till the metal flows and fills the cavity. The workpiece metal takes the shape of the cavity when the die closes. There may be a flash formation.
As in drop forging, in press forging also the bottom die is fixed and the top die is clamped to the movable bolster. The press used can be mechanical or hydraulic, however, the hydraulic press offers more squeezing pressure.
Due to the high pressure, homogeneous and uniform flow of metal takes place and the uniform deformation over the thickness is ensured. The surface of the forged part is smoother than that obtained in drop forging.
The force used in press forging is sufficiently high and can be more than twice of drop forging. Due to the high pressure required, press forging is used for comparatively smaller size parts.
Press forging can be cold or hot forging.
Advantages of Press Forging
- High rate of production.
- Higher control over dimensional tolerances.
- The process can be automated.
Limitations
- The cost of die and press is higher than the drop forging.
- Normally this process is limited to small size parts due to the high compressive force required.
3. Machine Forging
The machine forging is also known by the name upset forging. Even though, you use a machine for drop forging as well as press forging, in the forging industry “upsetting forging” is known by the name “machine forging”.
Machine forging is used for the upsetting forging process, normally for forming a bolt head, rivet head, and can also be used for automotive spindle and axles that need upsetting.
This is a horizontal forging machine.
The step by step process is briefly explained below:
The setup has a stationary die and a movable die and a punch.
The hot workpiece is pushed between the stationary die and movable die (only the upsetting length is heated). The movable die comes up and closes with the stationary die and grips the workpiece.
The stationary die and moving die together form the cavity or the shape of the head to be forged. In some die designs, the punch may have the cavity (in the shape of the head).
The punch moves with force to complete the upsetting forgings process. After upsetting, the movable die moves down and the forged part is taken out.
As in the case of drop forging, upsetting forging is carried in multiple stages. The workpiece is moved from one stage to another stage to complete the upsetting forging.
Examples of machine or upset forging are engine valves, couplings, bolts, screws, automotive axels, and other fasteners.
Upset Forging Machine
Upset forgings are normally done on high-speed crank presses. The orientation of this machine is horizontal enabling easy shifting of the workpiece from one stage to the next stage. However, the upsetting press can be vertical also (crank press or hydraulic press). Some machines can upset bars of diameter up to 25 centimeters.
These machines accommodate split dies containing multiple cavities and the workpieces can be shifted from one cavity to another cavity. This process can be automated using robotic hands. The split die closes after the workpiece is loaded and the punch or the heading tool moves longitudinally, presses the bar and does upset forging to fill the cavity. All the cavities can be used simultaneously and one part comes out at every stroke of the press.
Advantages of upset forging
- High rate of production
- Automation is possible.
Seamless Rolled Ring Forging
Production of seamless rolled ring forging is done using rolling mills. Few rolling mills are capable of producing forged rings of diameter up to 15 feet. The seamless forged ring is done in the following steps:
The workpiece metal is heated and its cross-section diameter is increased to the desired size by upsetting. A hole is pierced in the center. This operation is done on an open die hammer/press.
Now the workpiece looks like a hot donut.
The workpiece is still hot after upsetting and piercing and can be taken for rolling. It can be heated if necessary.
The workpiece is placed on a pressure mandrel. The setup consists of a main roller and two guide rollers and this keeps the workpiece in rotation. The pressure mandrel moves radially outwards under pressure, pushing and increasing the diameter of the ring (the outside and inside diameter of the donut-shaped workpiece is increased). There is a reduction in the thickness of the ring. Two conical rollers support the ring movement on the face, and helps in the reduction of thickness.
Some more about forgings
Forging allowances– The die designer must consider the following allowances during die design (i) forging is done at recrystallization temperature and when the forging comes to room temperature there will be shrinkage and hence the die must provide shrinkage allowance (ii) the die undergoes wear due to working at high temperature and high pressure and hence the die surface wear out gradually, this die wear should be considered and (iii) machining allowance.
Forgeability
The forge ability of a metal is the maximum deformation it can undergo before failure or cracking. When selecting a metal for forging a part, the forge ability of the metal is an important factor. There are several tests to know the forge ability of a metal.
Inspection
Forgings should be inspected before it is moved for further processing. Forging defects can be cracks, improperly formed sections, warping, etc.
Lubrication
Frictional forces exist between the workpiece and the die during the forging process and lubricants like water, mineral oil, graphite, etc. are used to reduce the friction.
Automation of Hot Forging Process
The hot forging process has undergone automation due to the high number of forgings required. Automation helps increase the rate of production tremendously and brings down the unit cost of the forgings.
A typical automated hot forging process can be a loading of the standard length of commercial steel bars (at room temperature) at one end and receiving the forged parts at the other end. In the intermediate steps, the automated system takes care of cutting the bar to the required weight, heating the cut workpiece to the recrystallization temperature, moving it to the forging press for forging stages, trim the flash, cool the forging, and push it out.
There are conveyor systems between stages and there can be an arrangement for checking the forging dimensions. The manual labor spent on this process is very little. In some processes, the flash is eliminated and this adds to the metal saving.
Examples of parts forged by the automated hot forging process are gear blanks, races for taper roller bearings, stainless steel flanges, etc.