When it comes to non-conventional metal machining, the die-sinker EDM machine is perhaps the most commonly used one. So what is a sinker EDM machine and how does it work?
Page Contents
What is a Die Sinking EDM?
You use Die Sinking EDM (Electrical Discharge Machining) process to create intricate and complicated cavities in the workpiece; the electrode (tool) and the workpiece are connected to DC electric source and submerged in a continuously flowing dielectric fluid. The profile of the electrode of your machine is duplicated onto the work-piece surface by continuous recurring electric spark discharges, applied in pulses.
Your EDM process literally sinks the profile of the electrode (tool) onto the work-piece surface and this can be the reason for the name ‘Die Sinking’.
The machine you use for Die Sinking is known by many names like Sinker-EDM, Ram EDM, and plunge EDM.
Your Sinker-EDM machine is generally used for forming blind cavities since open cavities can be machined comparatively faster and economical by Wire-EDM Machine.
How Sinker-EDM works
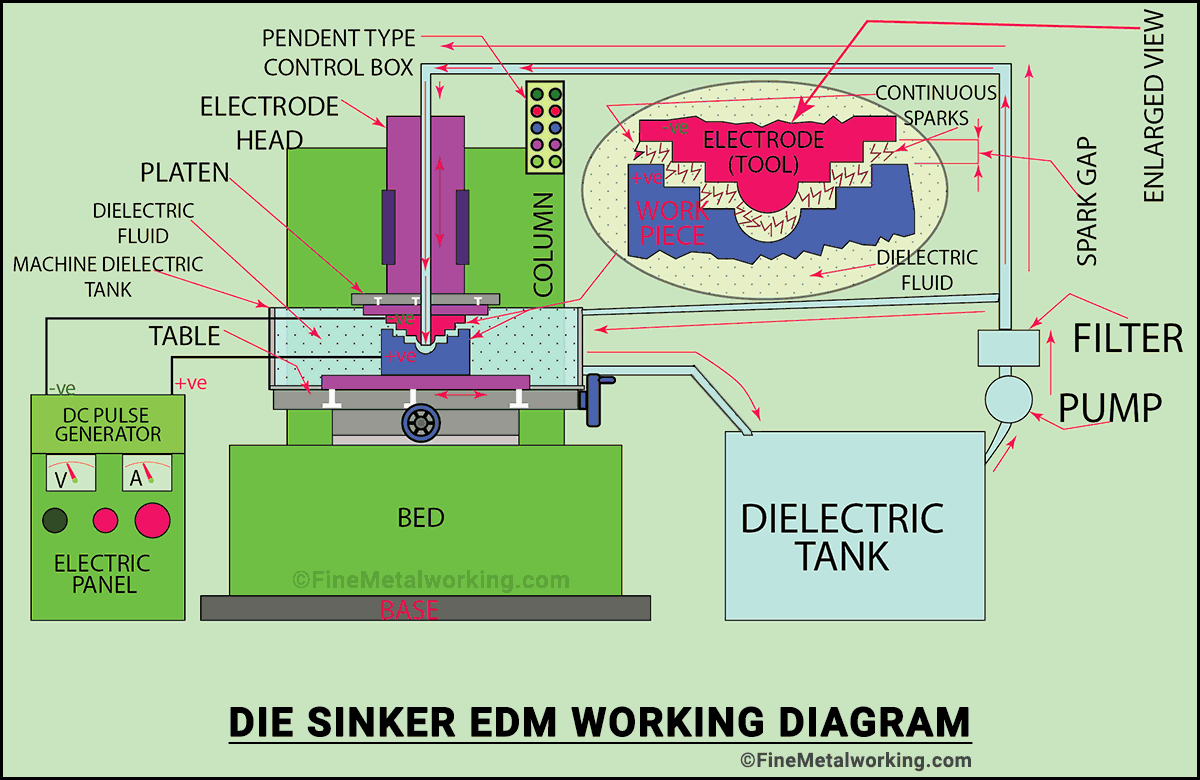
A Sinker-EDM machine has the standard features required for the EDM process like Table, Electrode-head mounted on the ram, DC Pulse Generator, Servo motor, or CNC System for the vertical movement of the electrode (Z-axis) and dielectric fluid system.
General arrangement of a Die Sinker-EDM Machine
The sinker-EDM machine table can be moved in the X and Y axis for locating the workpiece with reference to the electrode (tool); the electrode-head moves vertically up and down on the column and carries the platen (insulated) mounted with the electrode.
The dielectric tank of your machine is mounted on the machine table and moves along with it; the front of the tank (door) can be opened during the setting of the electrode (tool) and the workpiece. The dielectric tank in your machine has a level controller to ensure no overflow of dielectric fluid.
You must mount the workpiece on a fixture (insulated) and clamp the fixture to the table using T-slots.
The platen and the fixture of your machine are suitably insulated since the electrode and the workpiece are connected to the DC electric source.
A small gap (approximately 0.25 millimeters, exact value depends on the work-piece material and other parameters) is maintained between the electrode and the work-piece of your Sinker-EDM, and this gap is called spark-gap.
The electrical panel box of your machine has a voltmeter, ammeter, DC pulse generator, and power supply to the dielectric pump, servo motor, etc. The DC pulse generator of your machine has to (1) ensure an adequate supply of voltage/current to initiate the spark discharge and later to maintain it and (2) to vary the intensity of the discharge current and duration of the discharge as per needs.
The DC pulse generator of your machine produces a square waveform of current pulses and the energy in each pulse is maintained constant; the pulse generator has accurate control over the duration of spark–on-time and spark–off-time and the current.
The dielectric fluid system of your machine consists of a tank, pump, and a filter to feed the clean dielectric fluid into the machine dielectric tank and also flooding the spark-gap area through the passage given in the tool; used dielectric fluid from the machine dielectric tank is collected continuously (for recirculation) either by gravity flow or through suction.
The movement in X, Y, and Z-axis of your machine can be CNC controlled; alternately, movement in X and Y axis can be controlled manually with the help of DRO (Digital Read Out) and the vertical movement (Z-axis) of the electrode-head can be under the control of CNC or DC servo motor.
Z-axis movement of the Electrode-head is very important as it needs to be varied continuously (based on the signals (regarding voltage) received from sensors in the spark gap area) to maintain a spark gap favorable for spark.
Your machine has a remote or pendant type of Control Box for the convenience of the operator.
In a large-size Sinker-EDM Machine, your machine table will be stationary and the movements in X, Y, and Z-axis are given to the Electrode-head; this is convenient for the operator since the work-pieces are heavy.
Die Sinker EDM Process
The electrode (tool (Cathode) in your machine is connected to the negative terminal and the work-piece (anode) to the positive terminal of the DC power supply; an electrical potential is generated between the electrode (tool) and the work-piece.
Both electrode and the workpiece of your machine are completely submerged in the dielectric fluid and the surfaces of the tool and the workpiece are separated by the spark gap.
As the electrode of your machine approaches the work-piece, at a certain point, the intensity of the electric field in the spark-gap area exceeds the strength of the dielectric fluid; the dielectric fluid breaks down and allows the current to pass from the electrode (tool) to the work-piece in the form of a spark.
Sparking results in the generation of extreme electro-thermal heat in the spark-gap zone and leads to melting and vaporizing a portion of material from the work-piece surface (spark erosion).
DC pulse generator of your machine momentarily pauses the flow of current, and the continuously flowing dielectric fluid flushes away the minute EDM chips and fills the spark-gap zone with fresh clean dielectric fluid (with original properties).
The dielectric fluid of your machine helps the concentration of spark energy to a small area (where the gap between the electrode and the workpiece is the least).
This cycle is repeated continuously.
Continuous spark discharge in your Sinker-EDM, between the tool and the work-piece surface, removes uniform material from the work-piece surface forming a cavity that is the exact (negative) replica of the electrode (tool) profile.
A tiny portion of the tool is also eroded due to the spark discharge.
EDM Electrode Material
What are EDM electrodes made of?
Even though you may use any electrically conductive material for the electrode (tool), it is important to consider the following qualities (in addition to good electrical conductivity, availability, and cost). The electrode material should be able to:
- Transfer the electric pulses to the work-piece surface for effective spark erosion, with minimum erosion of the electrode.
- Adoptability for processes like casting and machining.
- Resist the tool wear and have a good surface finish in machining (electrodes with good surface finish produce components with a better surface finish in EDM).
- Ensure a high metal removal rate.
Keeping the above in view, the electrodes of your Sinker-EDM are generally made from copper, brass, graphite, tungsten, copper-tungsten, carbides, copper-graphite, etc.
You can machine graphite electrodes easily and it has high material removal capability with minimum thermal effect (heat affected zone) on the work-piece surface; also, the melting point of graphite is much higher than copper and brass, which makes it superior in wear resistance. However, graphite is a costly material.
Copper is the most commonly used electrode material in your Sinker-EDM because of its superior conductivity and ability to produce a fairly good surface finish; the negative points of copper are (1)-it is ductile and difficult to machine and (2)-low wear resistance due to its low melting point.
Spark gap
The electrode (tool (cathode)) and the workpiece (anode) in your Sinker-EDM are always separated by a small gap and this gap is called spark-gap.
The electrode and the workpiece in your Sinker-EDM are submerged in a dielectric fluid and the spark gap between them is always flooded with the continuously flowing dielectric fluid.
The spark-gap in your Sinker-EDM is designed to allow the spark to happen between the two electrically conductive materials (electrode and the work-piece) for removal of material from the work-piece surface by spark erosion.
The dielectric fluid of your Sinker-EDM is an insulating material and offers resistance for the flow of electricity from the electrode to the work-piece; however, at a certain spark-gap, the applied voltage exceeds the strength of the dielectric fluid and the dielectric fluid breaks down to allow the current to pass through in the form of a spark.
The process of sparking in your Sinker-EDM happens in pulses by the pulse generator and there is a continuous spark on and spark off in the form of a square wave.
Accuracy of Sinker-EDM
You can achieve a tolerance of ±0.05 mm in your Sinker-EDM process and higher accuracy of ±0.004 mm can be possible by proper selection of electrode material and close monitoring of discharge current and its frequency.
Further, the material removal in your Sinker-EDM is due to the continuous sparking between the external surface of the electrode (tool) and the work-piece surface; due to this, the cavity formed on the work-piece is marginally bigger than the electrode and space between the internal edge of the cavity (on the work-piece surface) and the external edge of the electrode is called overcut.
You have to consider this overcut while designing the electrode; overcut exists all over the surface of the cavity formed in the Sinker-EDM process. Your Sinker-EDM manufacturer may give the expected overcut details under various working conditions (depending on the roughing or finishing operation, the overcut can be 5 to 100 microns).
Another accuracy problem you may face in Sinker-EDM is tapering over the height of the workpiece and this can be minimized by having an effective and efficient dielectric system.
EDM Surface Finish
The surface finish obtained in your Sinker-EDM depends on variants like material used for the electrode, surface finish of the machined electrode, spark-gap dimension, discharge current and its frequency, efficiency of the dielectric fluid system and the machine type; high frequency and low discharge current gives the best surface finish.
In your Sinker-EDM process, each spark discharge across the spark-gap forms a spherical crater on the work-piece surface; the depth of this crater is an indicator of the surface finish, more the depth, and rougher is the surface finish.
Unlike in conventional machines, your Sinker-EDM process does not leave tool marks on the work-piece surface and this will help in improving the surface finish by secondary operations like polishing to remove recast layer and other surface defects.
EDM Machine manufacturers claim a surface finish of 0.29 µRa in large CNC Controlled Sinker-EDM and 0.8 µRa for small machines; the said surface finish can be achieved under the specified parameters.
Formation of Heat affected zone including white (recast) layer affects the surface finish in your Sinker-EDM process.
To achieve the combined goal of higher material removal rate and accuracy with a good surface finish, you can plan the Sinker-EDM process in two setups, roughing and finishing.
You can do roughing with a roughing electrode where your objective is to remove maximum material in minimum time adopting parameters for a higher material removal rate.
You can plan the finishing with an electrode having the final profile and adopting parameters for accuracy and high surface finish.
The shape and material of your roughing electrode will be different from that of the finishing electrode.
EDM Fluid used in Sinker- EDM
The dielectric fluid used in your Sinker-EDM generally acts as an insulator and does not allow the current to pass from the electrode (tool) to the work-piece; however, under some conditions and in the area of the spark-gap it becomes conductive and allows the current to pass in the form of a spark.
Some of the desired qualities of the dielectric fluid for your Sinker-EDM are (i) sufficient and stable dielectric strength (ii) low viscosity for better flow (iii) chemically neutral to the materials it comes in contact (iv) sufficiently high flash point (v) not harmful to the operator skin and (vi) no emission of toxic vapors.
Generally used dielectric fluids in your Sinker-EDM process are hydrocarbon oils like transformer oil, paraffin oil, kerosene, and lubricating oil.
Kerosene is a preferred dielectric fluid in your Sinker-EDM because (i) it helps to increase the material removal rate (ii) it aids low wear of the electrode (iii) it does not corrode the work-piece (iv)it does not need deionization and (v) it has a sufficiently high flash point.
The dielectric fluid of your Sinker-EDM helps concentrate the sparking between the electrode and the work-piece surface at the minimum gap area and cools the electrode and the work-piece; further, it flushes away the tiny chips formed during the process and fills the area with the fresh clean dielectric fluid. This is very important since the next spark in your Sinker-EDM can happen only after the chips are completely flushed out and the spark-gap area is filled with clean dielectric fluid with the original strength.
The negative points of kerosene are it needs special disposal methods and it may give out slightly unpleasant fumes during the process (good ventilation is required).
Common uses of Sinker-EDM
Your Sinker-EDM process can manufacture cavities of intricate and critical profiles in difficult to machine materials like hardened tool steel, titanium, carbide, super alloys like Hastelloy and Inconel; these materials are difficult to machine by conventional techniques like turning, milling, grinding, etc.
The cavities machined by your Sinker-EDM process can be blind or open. You can use this process for the manufacture of plastic injection molds, die casting dies, dies for stamping, and many such applications in the tool industry.
Your Sinker-EDM machine can do many components with complex and critical profiles required by the aerospace industry which cannot be manufactured by conventional machines.
Safety Factor in Sinker-EDM Process
Your Sinker-EDM use hydrocarbon oils like kerosene as a dielectric fluid and this can be a fire hazard under extreme conditions. Also, your Sinker-EDM uses DC electric source for the spark discharge and there can be a possibility of shock.
The electrical circuit of your Sinker-EDM is designed to keep the safety of the operator in view.
There is an emergency button that the operator can use in case of an emergency to stop the machine completely.
In case of exigencies like a low level of dielectric fluid in the dielectric tank of your Sinker-EDM, the machine automatically stops the operation; many such safety factors are built into the electrical circuit.
The room of your Sinker-EDM has good ventilation for removing any harmful fumes generated in the EDM process.