You can define plasma cutting as a method of cutting electrically conductive materials like mild steel, stainless steel, copper, aluminum, etc.by using a jet of high-velocity hot plasma.
Your Plasma Cutter is used in all fabrication-based industries, whether small, medium, or big.
Page Contents
What is Plasma Cutting?
You are all aware that the matter around us has three states, solid, liquid, and gas. Take the example of water, it has three states, ice, water, and steam and they are differentiated by their energy levels; water relatively has more energy than ice, and so on.
If you add energy (heat) to the ice it melts and become water, and with more energy water boils to form steam and then saturated (dry) steam. What happens if you add more energy (heat of more than 5000ºC)? At this high temperature, the saturated steam will start breaking up into its constituent gases and will get ionized (electrically conductive). This electrically conductive ionized gas is called plasma and is called ‘the fourth state of the matter’.
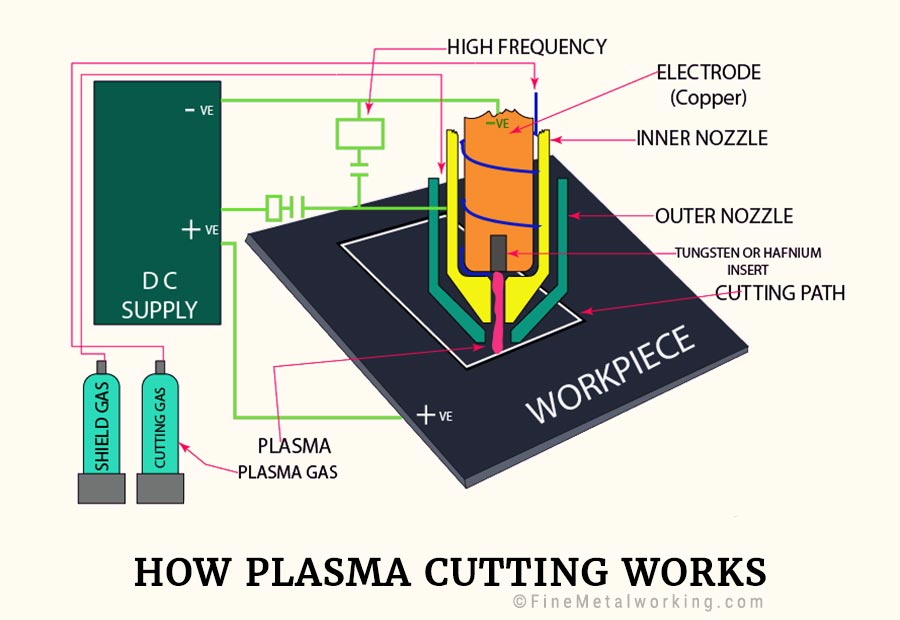
Your plasma cutter forms a high-velocity plasma jet by forcing a gas under pressure through a narrow orifice nozzle and the electric current (by the connected DC source) provides sufficient energy (heat) to the gas for getting ionized (electrically conductive); the temperature of the plasma will be more than 15000ºC (and up to 27000ºC).
The electrode and the workpiece of your Plasma Cutter are connected to a DC power source.
The plasma along with the electric arc between the electrode and the workpiece cuts the material by melting it and the molten material is blown away by the high-velocity plasma. The gas commonly used are oxygen, compressed air, nitrogen, hydrogen, argon, or a mix of 2 gases depending on the material to be cut. The same or a different gas is forced from the shield gas opening of the nozzle to direct the plasma towards the cutting area and shield it from the atmospheric reaction. Shield gas also helps to restrict the plasma to a small area resulting in a clean cut with a lower cutting width (kerf) and cools the nozzle. Your Plasma Cutter may use water in place of a shielding gas.
How Plasma Cutter Works?
As seen in the earlier paragraphs, the cutting process in your Plasma Cutter comprises creating an electrical channel of ionized gas (plasma) between the plasma cutter nozzle and the workpiece; the electrical circuit is complete since the workpiece is connected to the DC power source.
As more current flows from the electrode to the workpiece the plasma becomes sufficiently hot to melt the targeted workpiece area and the high-velocity plasma takes away the molten chips. The shield gas restricts the plasma to the cutting area, cools the nozzle, and protects the cut. This is how the plasma of your machine cuts the plate. Your Plasma Cutter may have a separate arrangement for cooling the nozzle.
The plasma formation in your new machine happens in the following steps:
Initially, a pilot arc is formed between the electrode and the nozzle (within the torch head) and ionizes a part of the high-velocity gas coming out of the nozzle orifice.
The high velocity ionized gas plunging on the workpiece forms a conductive path between the electrode and the workpiece. The plasma cutting system of your machine senses this situation and stops the arc between the electrode and the nozzle and facilitates the flow of current from the electrode to the workpiece; the arc formed between the electrode and the workpiece makes the plasma hot enough to melt the workpiece material and cutting happens when the high-velocity plasma blows away the molten chips.
Based on the arc formation in your plasma cutter, plasma cutting is categorized into two types:
The first type is ‘transferred arc’, the electric arc is formed between the electrode and a conductive workpiece and this arc energizes the gas to sufficiently hot plasma which can melt the workpiece material. Both the electrode and the workpiece are connected to the DC power.
The second type is ‘non-transferred arc’ where the arc is formed between the electrode and the nozzle. The plasma formed by the ‘non-transferred arc’ may be hot enough for cutting non-metals like plastic, however, this cutting is normally not used.
The ‘transferred arc’ plasma (with a pilot arc in the new machines) is popularly used for cutting electrically conductive materials like mild steel, stainless steel, aluminum, etc. Your Plasma Cutter can cut any electrically conductive material, however, the melting point of some materials makes it difficult to get good a cutting edge. The plasma gas in your machine can attain temperatures up to 27000ºC and the cutting is faster and cheaper than other thermal cutting processes.
Parts of a Plasma Cutter System
A Plasma Cutter generally has the following parts and systems in place.
Power Supply: A DC Power Unit with an open circuit voltage ranging from 240 volts to 400 volts and current required depends on the cutting thickness, like 80 amps is required for cutting 25 mm mild steel plate. The output current and the power (kilowatts) rating of the plasma cutter indicate the maximum cutting thickness and speed of cutting. One of the main purposes of the power supply is to add sufficient energy required for the ionization of the gas and to maintain the plasma arc.
Plasma torch or cutter nozzle: This is an important part of your Plasma Cutter. The nozzle of your machine is generally made of copper, and the electrode is made of copper with a tungsten insert at the point of arc formation. Copper is used for its electrical conductivity and tungsten for its high melting point, however, tungsten faces the problem of burning in the presence of oxygen. Because of this, when you use oxygen or air as a gas in the plasma cutter, you have to use an alternative to tungsten (like Hafnium) as an electrode insert.
CNC System: You can use CAD (Computer-Aided Design) / CAM (Computer-Aided Manufacturing) software to program the plasma cutting including profile, current, voltage, speed, rate of gas flow, etc. so that minimum attention of the operator is required.
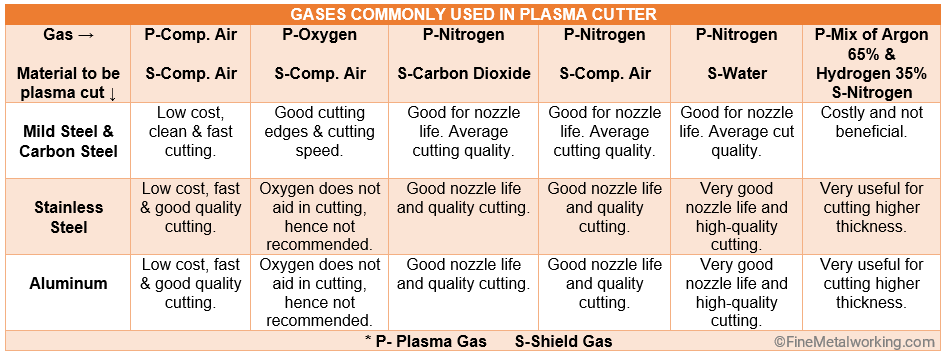
Plasma gas and shield gas: Pure oxygen is a preferred gas for cutting mild steel and carbon steel since the chemical reaction between the oxygen in the plasma and the workpiece material aids in increasing the cutting speed and improving the quality of the cut edge. Compressed air is also preferred for cutting mild steel since it contains oxygen and available free.
Oxygen does not have any chemical reaction with stainless steel or aluminum and hence you can go for cheaper gases like compressed air or nitrogen when you are cutting stainless steel or aluminum.
You can use a mix of gases like argon and hydrogen when you are cutting thicker materials (stainless steel & aluminum) or a mix of Hydrogen and Nitrogen for cutting thin stainless steel. Each mix has its merits and demerits.
Water can be used in place of shield gas, based on your machine capability.
Whenever you are using compressed air, take care, to pass the air through filters to remove dirt and moisture.
Your plasma cutter cane be:
- A portable handheld torch machine which can be easily carried to the construction site or work site to execute the work.
- A simple machine with a table for loading the work material and a plasma head moving on a rail for straight cuts. This can be made suitable for portability also.
- A sophisticated machine with a table for mounting the work material and a plasma cutting head which can be programmed using a CNC control for movements in X, Y, and Z axes to cut the material as per the programmed profile.
How thick can the plasma cutter cut?
You can use your handheld plasma torch to cut material up to 1.5 inches thickness and for higher thickness material cutting (up to 6 inches thick) a regular machine is preferred. The output current and the power (kilowatts) rating of the plasma cutter indicate the maximum cutting thickness and speed of cutting.
Uses of a Plasma Cutter
Your plasma cutter machine can be used for many applications as under:
- Plasma Cutter is suitable for the small, medium as well as big industries since it is available as a low-cost handheld torch and a sophisticated machine with CNC controls.
- Can be used for straight cutting, gouging, piercing a hole, marking, etc. on any electrically conductive materials.
- Cutting of bi-metals like mild steel plate clad with stainless steel sheet.
- Can be used to cut a stack of different materials like mild steel, aluminum, stainless steel, and copper.
- A plasma cutter with an extended type of torch can reach inside of a machine or a fabrication that is difficult to reach by other processes.
- Plasma Cutter due to its versatility finds its application in a small fabrication shop, automobile repair shop, shipbuilding, the civil construction site for cutting heavy beams, pipes, etc.
- In the scrap industry to separate and segregate different scraps.
- In the demolition of a metallic structure
Plasma Cutter vs Laser Cutting
What is Laser Cutting?
Laser cutting is a non-conventional and advanced machining process and there are no physical forces between the tool (Laser) and the workpiece.
LASER is an abbreviation for Light Amplification by Stimulated Emission of Radiation.
Your Laser system produces a laser in the form of a powerful narrow beam of monochromatic (one color or one wavelength) light which is in the form of an almost collimated (nil or minimum divergence) beam; Laser can be used to cut any material, metallic or non-metallic and soft or hard.
The major differences between your Plasma Cutting and Laser Cutting are as under:
- The initial cost of the Laser System is very high when compared to the Plasma Cutter.
- Plasma Cutter is available in a portable handheld torch models (for site work) as well as indoor shop models, whereas, Laser System needs the protection of indoor.
- A plasma cutter uses a jet of high-velocity plasma to melt and cut the workpiece and the Laser cuts the material by focusing the laser beam (emitted by the laser optical system) to induce intense heat for melting and evaporation.
- Laser cutting is suitable for intricate and critical profiles while the plasma cutter is suitable for simple profiles.
- Laser-cut edges are smooth and do not need secondary operation whereas plasma cut edges are rough and secondary operation is required to make it smooth.
- A plasma cutter can cut material up to 6 inches thickness, however, Laser cutting is normally not recommended for higher thickness.
- A plasma cutter can cut only electrically conductive materials, whereas a Laser can cut any material.
- The Laser is not efficient for cutting reflective materials like aluminum and copper, Plasma cutter does not have such limitations.
- Laser cutting uses less electric power than Plasma and can cut faster than plasma.
- Both Plasma Cutter and Laser are easy to automate (CNC), however in the case of plasma the electronic systems need to be protected from the hazardous radiations of plasma.
You can also compare your Plasma Cutter and Laser Cutting based on the facts, as below:
| Plasma Cutting | Laser Cutting |
| Initial investment | |
| Low, when compared to Laser. | Very high. |
| Quality of the edge after cutting. | |
| Rough, need secondary finishing. | Fine, can go directly for the next operation. |
| Cutting complex and intricate profiles. | |
| Suitable for simple profiles. | Can cut highly complex and intricate profiles. |
| Cutting accuracy. | |
| Not as good as Laser. | Very good. |
| Cutting thickness. | |
| Capable of cutting up to 6 inches thickness. | Not recommended for cutting higher thickness, since the accuracy comes down and also not economical. |
| The capability of cutting different materials. | |
| Limited to the cutting of electrically conductive materials only. | Can cut any material (metallic or nonmetallic) from paper to wood to plastic to metals. |
| The capability of cutting reflective materials like aluminum and copper. | |
| Can cut without any difficulty. | The efficiency comes down since the focused laser beam partially gets reflected and lost. |
| Heat affected zone (HAZ). | |
| Low, but not as low as Laser. | Very low. |
| Ease of automation including CNC. | |
| Easy, however, the electronic units are to be protected from radiations of plasma. | Easy. |
| Power consumption. | |
| Higher than Laser. | Low. |
| Width of cut (kerf). | |
| High compared to Laser. | Low (0.1 to 1 mm). |
| Cutting of dual material like mild steel plate clad with stainless steel. | |
| Cutting is possible. | Cutting is not possible. |
| Cutting speed | |
| Slow when compared with Laser. | Fast. |
| Safety | |
| The level of safety is less than Laser. | Safe with safety gear. |
| Operator skill | |
| The skill required is lower compared to Laser. | A high skill operator is required. |
| Portability | |
| Very high, can be taken to the worksite. | Very low. |
Safety
The plasma arc used in your Plasma Cutter emits radiations due to very high temperature and there can be unpleasant fumes during cutting; hence, following safety precautions are necessary.
- You must protect your eyes from the radiation of the plasma arc and the molten chips, by wearing goggles or a face shield. You may follow the protection gears for the eye as recommended by OSHA (Occupational Safety and Health Administration) and the Plasma Cutter Manual.
- You must wear leather gloves, a face mask, shoes, and recommended apparel like an apron or a jacket to protect your body’s skin from sparks and hot metal.
- You must not keep any inflammable substances (liquid or solid) in the vicinity of the plasma cutter to avoid fire hazards.
- Good ventilation is required if the Plasma Cutter is placed inside the workshop.
- Turn the machine off, whenever you are doing the settings.
- When your cutting work is completed, turn off the power, disconnect the work material by removing the clamp, turn the gas off, and keep all the items including the torch /gun properly in its place.
FAQ (Frequently Asked Questions)
What gas do you need for Plasma Cutter?
Pure oxygen is a preferred gas for cutting mild steel and carbon steel since the chemical reaction between the oxygen in the plasma and the workpiece material aids in increasing the cutting speed and improving the quality of the cut edge.
Oxygen does not have any chemical reaction with stainless steel or aluminum and hence you can go for cheaper gases like compressed air or nitrogen when you are cutting stainless steel or aluminum.
You can use a mix of gases like argon and hydrogen when you are cutting thicker materials (stainless steel and aluminum) or a mix of Hydrogen and Nitrogen for cutting thin stainless steel. Each mix has its merits and demerits.
Can I weld with a plasma cutter?
Yes, you can use your plasma cutter for welding, making proper gas settings. Transferred arc type plasma cutter is preferred due to its high penetration
Can a MIG welder be used as a plasma cutter?
You cannot use a MIG welder as a plasma cutter because the construction and purpose of MIG and Plasma Cutter are different. However, you can cut a plate of maybe 1ʺ thick by increasing the current. Do not try to convert your MIG as a plasma, it will not be safe.
Do you need an air compressor for a plasma cutter?
If your Plasma Cutter uses compressed air as the plasma gas and your Plasma Cutter does not have a built-in compressor, then you need a compressor. If your Plasma Cutter uses other gases like oxygen, nitrogen, etc. as a plasma gas then you need a cylinder containing compressed oxygen or nitrogen.
Can a plasma cutter cut wood?
Your Plasma Cutter can cut any electrically conductive material; since wood is not an electrically conductive material, it cannot be cut by plasma.
Why does my plasma cutter cut on an angle?
This may be due to
(i) a worn-out nozzle due for replacement or
(ii) the flow holes in the outer nozzle are clogged and the shield gas is not properly restricting the plasma for a straight cut.
In the first case, you may have to replace the nozzle and in the second case, the outer nozzle needs to be cleaned for the proper flow of the shield gas.
Conclusion
Your Plasma Cutter is very versatile and economical for cutting of electrically conductive materials. Its portability makes it popular for use at a construction site, segregation of scraps, automobile repair workshops, etc.
Today, there are machines available where the actual plasma cutting happens bellow water (70 mm underwater) and this reduces the fumes and noise and also increases the life of the nozzle.