Laser cutting, like your EDM, is a non-conventional and advanced machining process and there are no physical forces between the tool (Laser) and the workpiece.
All of us must have done one popular experiment of focusing sun rays, using a cheap lens, to burn the paper. That small experiment you did out of your curiosity also tells you about the power of light rays. You can think of Laser as a high-power light beam, generated with the help of sophisticated optical mirrors and lens.
LASER is an abbreviation for Light Amplification by Stimulated Emission of Radiation.

The Laser system produces a laser in the form of a powerful narrow beam of monochromatic (one color or one wavelength) light which is in the form of an almost collimated (nil or minimum divergence) beam; Laser can be used to cut any material, metallic or non-metallic and soft or hard.
Page Contents
How Does Laser Cutting Work?
Before going into the working of laser cutting, you must know how a laser beam is produced.
1. Formation of Laser Beam
You all know that the matter surrounding us, whether it is the oxygen in the air or the carbon dioxide or the gold, all are made up of tiny atoms and each atom consists of protons, neutrons, and electrons. You also know that electrons move in the orbits surrounding the protons and neutrons (called nucleus).
If you provide additional energy to the atoms by an external source (like light), electrons in the atom absorb the energy and move to an upper energy level from their lower energy (ground) level and such electrons in the upper energy level are termed as the electrons in the ‘excited’ or ‘agitated’ state.
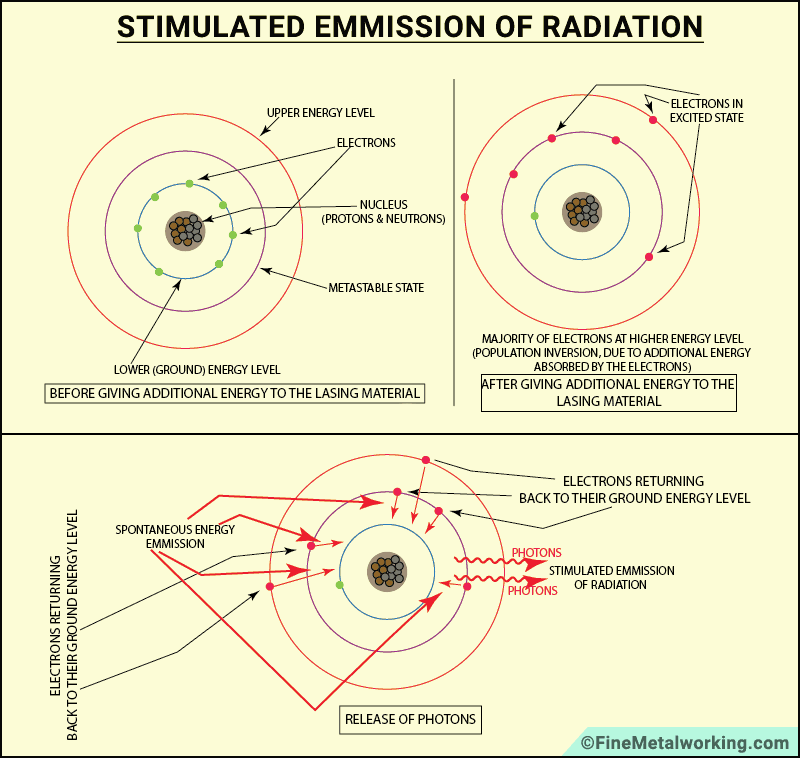
In the lasing materials (used in the laser system) a ‘metastable state’ (between the ground level and the upper energy level) is possible where the electrons in the excited state can stay for few microseconds. More electrons at the ground level can be pushed to ‘metastable state’ if you provide or pump additional energy in the form of light; when the number of electrons at the metastable state exceeds that at ground level ‘population inversion’ happens.
You may be aware that the electrons of the atom in an ‘excited’ state do not have a stable condition and they tend to move back to ground level and during this moving back they emit or radiate the additional absorbed energy in the form of photons of light.
This radiation of photons by the electrons in the excited state is termed Spontaneous Emission and this happens rapidly (the radiation of photons happens within a microsecond after the atom (electrons) absorb additional energy). The Spontaneous Emission is triggered by the stimulation provided by the additional light energy.
You may think what if some electrons were already at a higher energy level; well, those electrons already at a higher level, absorb the additional energy and they radiate two photons of light during their return back to the stable condition.
The photons (light energy) emitted by the atom (electron) of the Laser system will have the same frequency and wavelength as that of the external source used to energize or excite the electrons; these photons undergo multiple reflections in the optical system before its exit as an amplified light beam (Laser).
You can classify the laser beams into two types and they are continuous mode laser and pulse mode laser.
The continuous mode laser, as the name suggests, provides laser energy without any interruption or gap and this is a preferred mode for cutting straight and simple contoured plates and cutting is fast in this mode.
The Laser System working in pulse mode releases the laser energy in pulses where every spike of laser energy is followed by a time gap (the time gap is very minute); pulse mode is a preferred mode for cutting thin materials and profiles with sharp corners and intricate details can be easily cut without excessive burning.
The material used in the Laser System to produce laser beam is called lasing material or lasing medium. You have many types of lasing materials, like solid-state lasers, gaseous state lasers, semiconductor lasers, etc., however popularly used lasing mediums are solid-state and gas lasers.
Solid-State Laser
- Ruby crystal (an alloy of chromium and aluminum) with a wavelength of 0.69 µM (micrometer).
- Neodymium glass (Nd-glass) laser with a wavelength of 1.64 µM.
- Neodymium- yttrium aluminum garnet (Nd-YAG) laser with a wavelength of 1.064 µM.
Nd-YAG is a popular lasing medium for your industrial application, it can work in continuous as well as pulse mode and can provide power up to 5 KW. The Nd-YAG laser is suitable for drilling micro holes and for engraving and etching. One major advantage of an Nd-YAG laser is that the laser can be transmitted through fiber optic cables and this property makes it suitable for laser welding application.
Gaseous state laser generally uses carbon dioxide (CO2) as the lasing medium, other gases used as a lasing medium are helium-neon gas, argon gas, etc.
The CO2 laser can be used in continuous as well as pulse mode and meets a wide range of industrial applications. The CO2 laser has a wavelength of 10.6 µM and can provide power up to 100 KW; the CO2 laser is predominantly used for cutting and profiling carbon steel material of thickness up to 25 mm or more. Cutting of higher thickness material tends to have taper due to the spread of the laser beam.
Different laser materials used in a Laser system emit laser beams of different wavelengths; however, each laser material emits laser beams of a specific wavelength.
When you place the lasing material in an optical system (also called an optical cavity) and provide additional energy in the form of light, the additional absorbed energy, in the initial stages builds up in the lasing material.
This additional energy absorbed by the lasing material of the Laser system gets reflected multiple times and is emitted out in the form of a highly amplified light (Laser) beam.
The laser beam emitted by the Laser system is coherent and hence all the photons in the laser beam are in phase with each other. This optical property of the laser beam distinguishes or separates it from other sources of light; other light sources including sunlight and incandescent bulb light are only partially coherent.
2. Laser Cutting Process
The laser beam is focussed on to the work-piece (point of cutting) using an optical lens; the high power laser beam induces intense heat at the focal point of the laser and the material is removed by melting and vaporization.
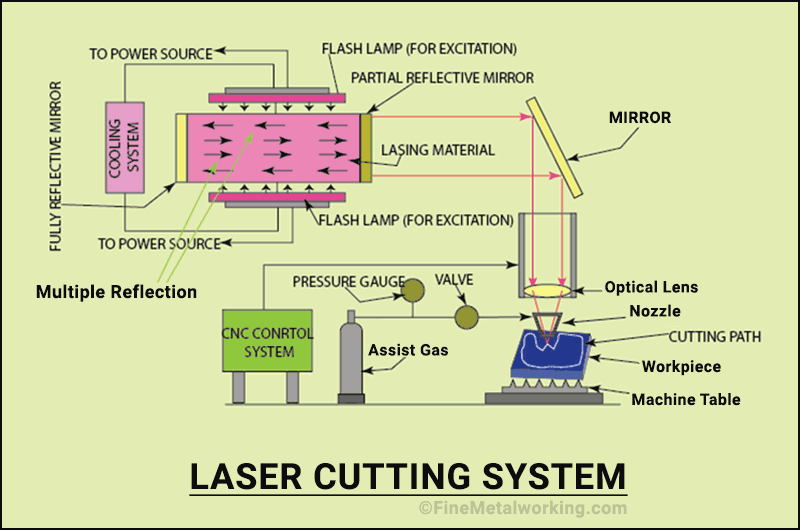
The laser beam movement in the machine is controlled by a CNC system that is programmed to cut the desired profile.
Sometimes, the molten material in laser cutting may not vaporize and tend to adhere to the work-piece surface; the Laser system overcomes this problem by using an assist gas to blow off the molten material. The assist gas in the Laser system also cools the workpiece.
Oxygen and nitrogen are the popularly used assist gases in the Laser system and argon is used in some specific cases, some examples are (i) oxygen or nitrogen for cutting of mild steel, carbon steel, and stainless steel, nitrogen is preferred over oxygen when the cutting edge is needed to be free from oxides (for the purpose of welding). (ii) Nitrogen is used for laser cutting of aluminum and brass (iii) an inert gas like argon is used for cutting of titanium and (iv) an inert gas or air is used for laser cutting of non-metals.
3. Laser Cutting Machine

The Laser cutting machine can have three configurations, depending on the movement in X and Y axes; the movement in Z-axis (vertical) is generally with the laser head.
Under the first category, the workpiece (machine table) will move in X and Y axes (under the control of CNC) and the Laser Head in the Z-axis.
In the second category, your workpiece will be stationary and the Laser Head will have the movements in X, Y, and Z axes.
Under the third category, the work-piece (table) can move in X-axis and the Laser Head can move in Y and Z axes.
In all the above cases, the Laser-head of the machine may have the facility of angular positioning in the vertical plane for cutting angular holes.
The major systems of a Laser cutting machine are:
- Optical unit (reflecting mirrors, focussing optical lens, etc.).
- Power supply
- Worktable
- Arrangement for scrap removal.
- Supply of assist gas at required pressure.
- Control and CNC unit with servo motors.
What Thickness Can a Laser Cutter Cut?
If you review the different Laser cutting machine manufacturer’s write-up on their products, you will come across different claims and specifications. The following table gives you an extract from one such specification.
| Material | Thickness (mm) | Power required (watts) and cutting speed (meters/minute) |
| Carbon steels | 22 | 3000 w with a cutting speed of 0.4 to 0.6 m/minute. |
| Carbon steels | 25 | 4000 w with a cutting speed of 0.3 to 0.5 m/minute. |
| Stainless steel | 30 | 8000 w with a cutting speed of 0.4 to 0.5 m/minute. |
| Stainless steel | 40 | 10000 w with a cutting speed of 0.4 to 0.5 m/minute. |
| Aluminum | 25 | 8000 w with a cutting speed of 0.5 to 0.7 m/minute. |
| Aluminum | 35 | 10000 w with a cutting speed of 0.5 to 0.7 m/minute. |
| Brass | 12 | 6000 w with a cutting speed of 0.2 to 0.4 m/minute. |
| Brass | 14 | 8000 w with a cutting speed of 0.4 to 0.6 m/minute. |
The cutting thickness of a Laser cutting machine depends on the following factors (i) diameter of the laser beam and its intensity (ii) work material properties like hardness, reflectivity, thermal conductivity, etc. This is important because the energy absorbed by the work material is= (laser energy) minus (energy reflected and energy lost through conduction). The efficiency of laser cutting depends on the energy absorbed by the work material.
A Laser cutting machine needs more power and more time to cut a reflective material like aluminum since a percentage of the laser beam gets reflected and goes as waste.
Assist gas like oxygen helps in melting and vaporization of the work material and improves laser cutting efficiency.
You will come across Laser cutting machines capable of cutting maximum thickness, mild steel-30 mm, stainless steel-45 mm, aluminium-55 mm and brass-20 mm, etc. However, the power required is 15000 w to cut the maximum thickness of the material and the cutting speed is low.
The cutting accuracy of a Laser cutting machine deteriorates for higher thickness material when compared to lower thickness materials; when you cut lower thickness material (like mild steel up to 10/12 mm and stainless steel up to 5/6 mm) in laser cutting, the cutting edge is fine for using as it is for further processing, however, laser cutting of higher thickness material may have a taper and hence sometimes need secondary operations.
Another factor is the cutting speed of a Laser cutting machine substantially comes down during the cutting of thick materials and you need to explore other methods of cutting to keep the cost of cutting in check.
Laser Cutting Uses
The laser beam cutting is used for multiple applications:
- For cutting precision micro holes and complex profiles including sharp corners on metal or non-metal sheets, tubes, or open sections; the laser beam can be moved very easily as per the program in the CNC and cutting is fast and accurate especially for thin sheets.
- For cutting of highly brittle or fragile materials since there is no necessity of clamping the workpiece in your Laser cutting machine (there are no physical forces between the cutting tool (laser) and the workpiece); brittle or fragile materials tend to break or crack during clamping.
- Materials cut by Laser normally do not need an additional operation and can be directly used for the next operation like forming, pressing, or welding and this makes the process faster and cheaper.
- For welding of two or more materials with or without filler material; an inert gas like argon is used as the shield. The Laser beam of solid lasing material can be carried over a distance using fiber optics cable, for welding.
- The laser beam can be used to clean the rust on a metal surface. However, the surface must not contain inflammable oil or grease.
- For cutting different profiles in paper and cardboard to create beautiful invitation and greeting cards.
- For etching designs, logos, and advertising on acrylic sheets for display.
- For marking of sheets, pipes, or other sections.
- In the production of cloth.
- For texturing of steel and aluminum sheets used in the automobile industry.
What are the Pros and Cons of Laser Cutting?
Pros of Laser cutting
- The laser cutting process produces a very fine edge (when the material thickness is less, like 10/12 mm in mild steel and less than 6 mm in stainless steel) without burrs and can be directly used for further processing. This saves time and money.
- A Laser cutting machine can cut any shape with any complexity with ease; it is very efficient for cutting micro holes and complex profiles in thin sheets, pipes, box sections and open channels.
- Your Laser cutting machine does contactless cutting with quality, precision, speed, and a high level of repeatability; it is a versatile process with great flexibility and easy automation.
- When the material and thickness range is the same, your Laser cutting machine can go on cutting without any change in set-up.
- The Laser cutting has high cutting accuracy of ± 0.1 mm (for lower thickness material) which is not possible in other cutting; also the cutting is fast even for very complex profiles. When you need high cutting accuracy like in the aerospace industry, Laser is the first choice.
- Compared to other thermal cutting processes for plates, the heat-affected zone (HAZ) in a Laser cutting is very small.
- The Laser cutting machine can cut any material, metallic or nonmetallic, from paper to wood to plastic to metals like mild steel, stainless steel, brass, aluminum, etc.
- You can use Laser cutting for small as well as big production runs with equal ease since there are no complex tool set-ups. You have to simply program the cutting profile in the CNC and you are ready to start.
- A Laser cutting machine has very few moving parts and this gives you the advantage of low downtime in maintenance and also low maintenance cost.
- The CNC of your Laser cutting machine makes a perfect cutting plan leading to a high percentage utilization of the material and low wastage. This helps you to control the material cost-effectively.
- The work material does not need any clamping in your Laser cutter since there are no physical cutting forces. Laser cutting does not warp or bend the material (even when the material is thin). This is a huge advantage when you are cutting brittle or fragile material which is prone to crack during clamping.
- The power consumed by a Laser cutting machine is comparatively less. One 10 KW Laser cutting machine may be able to do all kinds of cutting including fairly thick and reflective surface materials like aluminum.
- The width of cut (kerf) of the Laser cutting (0.1 to 1 mm) is less compared to other thermal cutting processes.
- With the help of a fiber optics cable, you can carry the laser beam from your machine to the difficult-to-reach areas for cutting and welding.
Cons of Laser cutting
- The Laser cutting is accurate for cutting lower thickness of material up to mild steel-10/12 mm or stainless steel 6 mm. Beyond this thickness, laser cutting accuracy deteriorates and the cutting may have a taper, roughness, and burrs. You can minimize this problem to some extent by using a higher power Laser and lower cutting speed.
- The initial cost of your Laser cutting is very high when compared to abrasive water jet cutting, or plasma cutting. Also, the room where you install this machine needs a very high level of ventilation to exhaust the toxic fumes produced during the process.
- The Laser cutting is not suitable for cutting dual materials like mild steel sheet clad with stainless steel or wood sandwiched with plastic etc.
- Laser cannot cut a blind hole accurately.
- Laser can cut all materials, however, the process may emit toxic gasses/fumes, specifically when cutting non-metals like plastic; the Laser operator needs to wear safety gears like a face mask and goggles.
- Laser cutter is not efficient for cutting material with high reflective surfaces like aluminum and copper, since a percentage of the laser beam gets reflected and goes as waste.
What Materials Can be Laser Cut?
A laser cutting machine is very versatile and can cut any material, whether it is metal (mild steel, stainless steel, aluminum, brass, etc.) or non-metal (plastic, cardboard, plywood, paper, etc.). Let us consider one by one.
1. Metals
The Laser cutting machine can cut all metals like mild steel, stainless steel, and nonferrous metals like brass. The machine can cut even aluminum, however, due to the reflective surface of aluminum some percentage of the laser beam tends to reflect away and hence higher watts (with lower cutting speed) are required.
The accuracy of cuts gradually comes down after a certain thickness (like mild steel 10/12 mm or stainless steel 6 mm) and it may not be efficient for cutting materials like mild steel beyond 25 mm thick.
2. Non-metals
You can cut intricate profiles in wooden planks, plywood, acrylic, etc. You have to ensure that the surface is free of inflammable materials like oil, grease, resin, etc. and you must be attentive during the cutting.
A laser cutting machine can cut paper and cardboards and you can prepare invitation cards or greeting cards with a fine profile or intricate shape.
You can use Laser cutting for preparing a beautiful signboard using an acrylic sheet. POM is a tough thermoplastic material with high rigidity and you can Laser cut POM gears and other components which are used in many industries including medical instruments.
3. Glass
A laser cutting machine can cut glass, but due to the highly reflective surface of the glass, the percentage of laser reflecting out is more and you need more power in the laser along with the cooling system. In a similar way you can Laser-cut, Sapphire
4. Hard materials
A laser cutter can cut hard material like tungsten carbide and hard and brittle material like ceramic; however, the cutting speed is low.
Safety factor in Laser Cutting
The following factors may affect the safety of a Laser cutting operator.
The reflected laser beam may lead to eye injuries, blindness, and skin burns.
The gases and fumes released during melting and vaporization of metals and non-metals is toxic and harmful to the operator and the people in the surrounding.
Following safety measures are needed:
The operator should protect his skin with proper clothes and use safety gear like safety goggles and a face mask.
The room where the Laser cutting is done should have proper ventilation to exhaust the toxic fumes.
Fiber Laser
Fiber Laser is a new development in the field of laser cutting technology and this is different from what we had discussed earlier (CO2 Laser or Nd. YAG Laser).
In a Fiber Laser, the lasing medium used is an optical fiber cable doped with neodymium, ytterbium, erbium, etc. The atoms of these lasing elements are presumed to have higher useful energy levels.
The Lasing medium is energized using a light source and the light beam while passing through the optical fiber cable (doped) gets reflected multiple times and the amplified collimated light beam exit the optical fiber cable as a Laser beam ready for use.
Fiber Laser is found to be efficient for Laser cutting applications
Conclusion
Laser cutting is very versatile and helps to speed up the production in the electronics industry, automobile industry, fabrication, etc.; Laser cutting is very popular in the Aerospace industry for its accuracy, precision, and speed.
In the future, multiple laser beams may be there with CNC control for simultaneous working in multiple axes for laser milling and other operations.