Forging is one of the oldest metalworking processes known to mankind. The blacksmith in our forefather’s village was able to make many of the farming equipment required for agriculture and utensils for the kitchen. Blacksmiths also made the weapons then used by soldiers.
The only forging tools they used were an anvil, a hammer, and a source of heat. Today forging is used by every engineering industry.
This article aims to explain what is metal forging, the forging process, advantages of forging, uses or applications of forging, forging vs machining and forging vs stamping.
Page Contents
What is Metal Forging?
We can define metal forging as a process of forming and shaping the metals using compressive forces that are exerted manually or using power hammers, forging presses, or forging machines. In metal forging, you are deforming the metal in its plastic state to the desired geometric shape by applying compressive forces. The workpiece can be in hot or cold condition.
Compressive forces are applied to the metal and the metal flows plastically either into a die cavity or without any cavity (into the open space). In case no die is used, the operator has to manipulate the deformation of the metal to get the desired shape.
The basics of a forging process are to plastically deform the metal to the required geometric shape.
You can forge the metal nearer to the shape of the part required and this reduces the machining apart from saving material.
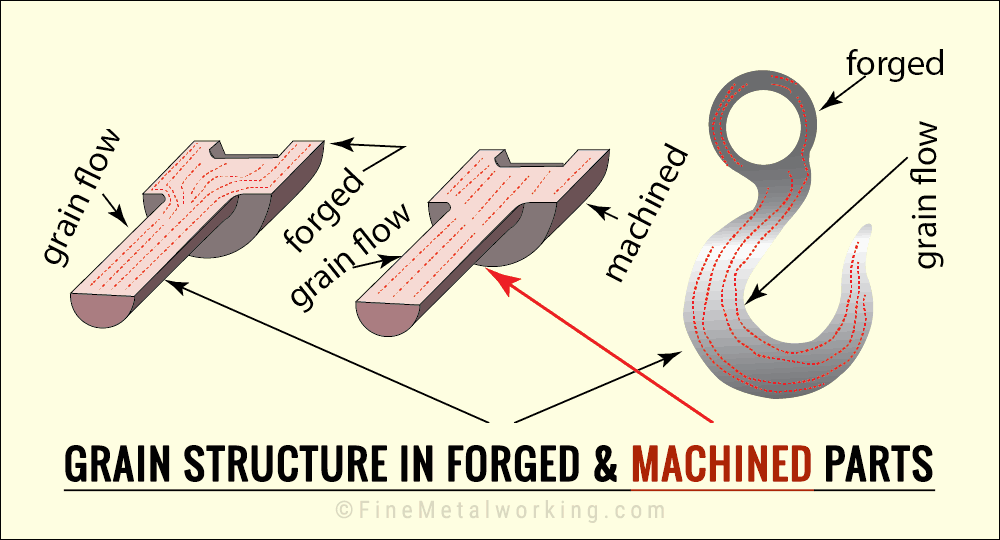
Unlike in casting and machining, you can find realignment of grain structure in the metal being forged and this provides added strength to the forging. The uniqueness of the forging process is the grain flow in the metal being forged and this improves the strength of the forged part.
Forging Process
The metal forging process starts with the selection of the metal required for the forging, and the metal can be a cast billet or a cast bar, etc. The weight and size of the raw material required per forging can be calculated considering the forging process, dimensions of the die, shrinkage allowance, dimensions of the final part, etc. The billet of the required size and length is cut to match the required weight and this is your workpiece.
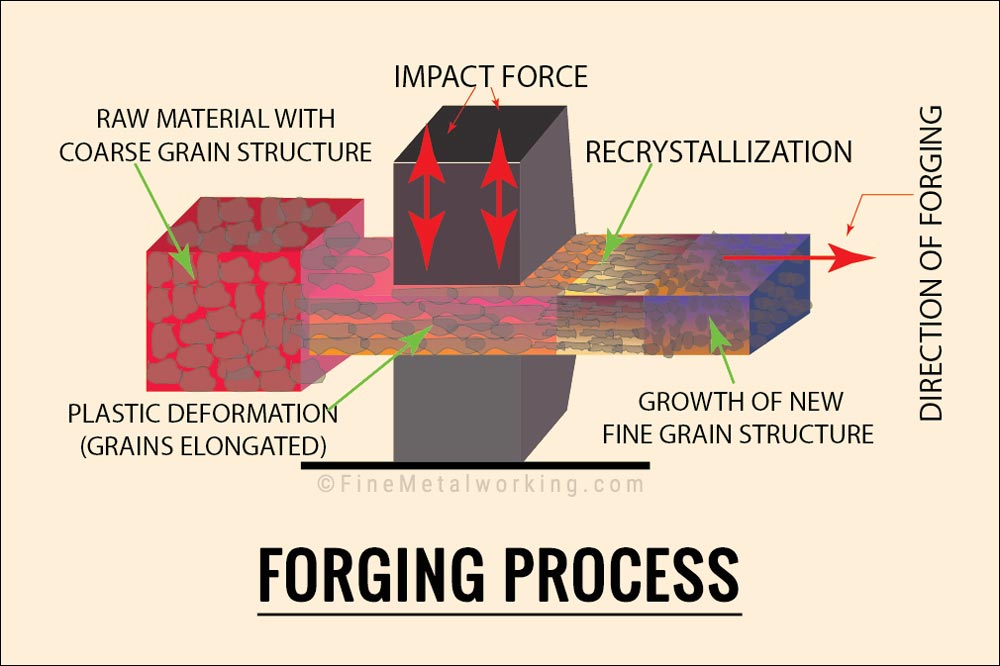
You have to heat the workpiece to its recrystallization temperature and at this temperature, the metal will be ready for plastic deformation.
You can choose the forging process designed for the part. To explain, let us consider the open die forging method. The hot workpiece is continuously hammered with a forge hammer and the smith (operator) manipulates the workpiece to achieve the desired shape.
During this forging process, the coarse grains structure of the cast billet is broken up leading to recrystallization and formation of finer grain structure. Also, defects in the cast billet like porosity, shrinkage, and voids get eliminated or minimized due to the applied compressive forces and this improves the structural integrity of the metal.
The inclusion if any in the metal is broken up and distributed throughout the forged part. The metal forging process gives definite advantages in the mechanical properties of the part being forged, compared to casting or machining processes.
The flow of grains in the direction and shape of the forging imparts the strength required for the part. The overall mechanical strength of a part is enhanced by the forging process.
Forging results in alignment of the grain flow and achieve the best directional strengths. Post forging heat treatment will improve the strength.
The forging process is termed as hot forging when the workpiece metal is heated to its recrystallization temperature and the forging process is termed as cold if forging is done at room temperature. In general, the term forging refers to the hot forging process.
Normally, the ductile metals or metals that become ductile after heating can be forged. The different metals that are forged are alloy steels, carbon steels, tool steels, stainless steels, aluminum, brass, copper, titanium, nickel alloys, etc.
The forging process produces parts with consistent metallurgical quality and with good strength and fatigue properties. The economics of the forging process depends on both the number of forgings required and its size. If the forging weighs more, then even a small quantity may become economical for forging compared to machining.
The dimensional accuracy of a forging depends on the forge ability of the metal. Even though many metals can be forged, ductile metals have better forge ability and better dimensional tolerance. Forgings are preferred over machining for parts that should be fail-proof (failure will be costly or disastrous).
Advantages and Limitations of Forging
Advantages of Forging
- Forged parts have a better grain structure and strength compared to casting or machining.
- Forging improves the structural integrity of the part, by taking care of the defects in the cast workpiece viz. porosity, voids, cracks, shrinkage, inclusions, etc.
- Forging forms the workpiece metal to the nearest geometric shape of the part, and this results in the reduction of material cost and machining cost.
- Forged parts have better tolerance and higher reliability compared to cast or machined parts.
- The forging process produces parts with consistent metallurgical quality and with good strength and fatigue properties.
- For a part like a crane hook, forging is the only process that gives the required strength due to its grain flow direction.
- Forging modifies the microstructure of the workpiece metal and the forged part has a finer grain structure with the grain flow in the shape of the part.
Limitations of Forging
- High initial cost towards forging machinery, forging setup, and forging dies. The forging process requires trained personnel, and the workshop building should be able to absorb the vibration and shock generated by the forging operations.
- The process is hazardous since the person has to deal with hot metal and the sound of the presses and hammers.
- Complex shapes cannot be forged.
Uses and Application of Metal Forgings
Metal forgings can be a small automobile part or a huge part for the construction of a machine. The application of forging can be found across the engineering industries:
- Aircraft manufacturing-Jet engine shafts, turbine items, landing gear, etc.
- Automobile industry-Crankshafts, connecting rods, gears, levers, valve stems, cam, axles, etc.
- Hand tools-Open end spanners, ring spanners, Allen keys, hook spanners, wrenches, pliers, etc.
- Hardware items-Screws, bolts, rivets, nails, crane hooks, etc.
- Kitchenware like knives, tongs, etc.
- Military-Barrel of the guns are cold-forged
- Jewelry industry-Gold, silver, and platinum jewelry.
Forging vs Machining
When a part of a particular shape is to be manufactured, you will have more than one way of doing it. The part can be directly machined from a metal round or billet, or the shape of the part can be forged and then machined if necessary or the part can be done by stamping using a metal sheet.
Each process will have its advantages and disadvantages, including the cost of doing it.
The main advantage of forging over machining is the added strength that forged parts attain due to the grain structure. Forging can be a better choice for parts that requires strength, quality, optimum cost, and quantity required is high.
In the following paragraphs, we shall compare the forging process with machining, and stamping.
| Forging process | Machining process |
| 1. Difference in process | |
| Forging is a process where the metal is deformed, displaced, and squeezed using the compressive force to transform it to the required geometrical shape.
A piece of the round billet can be forged into a connecting rod. |
Conventional machining process such as turning, milling, grinding, etc. are subtractive processes and here material is taken away from the workpiece to create the desired shape. The material taken away is scrap. |
| 2. The economy of material (ratio of raw material weight to the part weight). | |
| The ratio is good since the metal is forged to the desired geometric shape by displacing the metal (plastic flow of metal) using compressive forces.
Parts can be forged to their near net shape with minimum secondary machining. The economy of material is good (saving in material and machining). |
The ratio is high since the part is machined (carved) from a bigger size workpiece.
You will use a workpiece of 5 kilograms to produce a part of 2 to 2.5 kilograms. The economy of material is bad. |
| 3. Component size and weight. | |
| No limitation as long as the availability of workpiece metal, furnace, forging, and handling facility is ensured. | No limitation as long as the availability of workpiece metal, machining, and handling capacity is ensured. |
| 4. Strength of the part. | |
| The strength of the forged part is good due to the direction of grain movement and refinement of grains.
Forging improves the structural integrity of the part, by taking care of the defects in the workpiece like porosity, cracks, shrinkage, inclusions, etc. |
Strength is inferior compared to forging.
The grain structure of the original cast workpiece metal is retained as it is and the material defects such as porosity, continue to exist. |
| 5. Scrap generation | |
| Negligible or very less. | More in case of subtractive machining and negligible in case of additive manufacturing. |
| 6. Economics of production | |
| Recommended for a high rate of production.
Normally, not recommended for low quantity production. |
Not recommended for a high rate of production.
Good for the low quantity production. |
| 7. Complexity of shapes | |
| Very complex shapes are not possible due to the following reasons:
Forging is a solid-state process and the metal cannot flow into the intricate cavities. Extraction of the forging is another issue to be considered. |
Complex shapes can be machined using different machining processes including CNC-controlled machines. |
| 8. Changes in the design of the part. | |
| Since forging involves dedicated dies, nil or very limited changes in the part design can be accommodated. Scraping a die is costly. | Since the machining process has few “low dedicated tools”, manufacturing the part as per the new design is not very difficult. When machining is done on CNC turning and machining centers, standard tooling can be used. |
| 9. Requirement of secondary operations before end-use. | |
| Forged parts normally need secondary machining operation before their end-use. However, parts like forged spanners can be used after chrome plating or galvanizing. | A part completed by the machining process is ready for its end-use. Most of the time it is used as machined and sometimes a plating operation may be required. |
| 10. Production time from raw material to finished part (when tooling or die is ready). | |
| Takes less time compared to 100% machining. The forged part will be ready for use after little machining.
Forging is a highly productive process compared to machining. |
Takes more time than forging since different machining processes are involved.
Machining is a low-productive process compared to forging. |
Which is the better process, forging or machining?
This is a difficult question and there is no generalized answer. When the design of a part is ready it has to be analyzed for cost vs design requirements and the quantity of the parts required plays an important role here.
If the quantity is high then the forging process may be cost-effective. However, if the quantity is low, then the forging process may not be economical.
Then the available alternatives can be a combination of machining and heat treatment or it can be a combination of open die forging and machining to take the advantage of both machining and forging.
Ultimately the needs of the design requirements and cost have to be balanced. Choosing the right process should be a techno-commercial decision.
Forging vs Stamping
Metal stamping is the process of cutting, bending, and forming sheet metal into desired shape and size. Some of the stamping operations such as forming and coning are similar to cold forging. Hence it is important that you understand the distinction between the two processes.
| Forging | Stamping |
| 1. Explain the forging and stamping process | |
| Forging is a process where the metal is deformed, displaced, and squeezed using the compressive force to transform it to the required geometrical shape.
A piece of the round billet can be forged into a connecting rod. |
The raw material used for stamping is a flat metal sheet or coil. The shape of the flat metal sheet changes into a round, or round shape with a hole, or formed to a cup shape, etc.
However, the thickness of the sheet does not change in most of the stamping operations, and even when there is a change in thickness in operations like bending or deep drawing, it is very minute and happens in particular sections only. |
| 2. Type of raw material processed | |
| Billets or bars cut to the size and weight. The forging process is performed on solid bulk metals. | Sheet metal of different thicknesses in the form of coil or cut to size. |
| 3. Process temperature | |
| A forging operation can be performed at room temperature (cold forging), higher than room temperature (warm forging), and recrystallization temperature (hot forging). | Stamping operation is normally done at room temperature. |
| 4. Operations performed in forging and stamping. | |
| Open die forging (hand and power forging), closed die forging (drop forging, press forging, and machine forging), seamless rolled ring, etc. | Blanking, piercing, shearing (cutting), nibbling, bending, embossing, coining, necking, curling, hemming, seaming, etc. |
| 5. Change in grain structure after the process. | |
| Forged parts have refined and finer grain structure and good structural integrity. | There is no change in the grain structure. |
| 6. Requirement of secondary operations | |
| Forged parts normally require secondary machining operations before their end-use. There are few exceptions like spanners that have a net shape after forging and trimming. | Parts done by the stamping process are normally ready for their end-use. |
| 7. Technology and cost of the dies and equipment | |
| Less compared to the stamping process. A forging process like open die forging does not need a special die. | The dies are sophisticated and of high precision. Precision presses are used for stamping. |
Which is better, forging or stamping?
It is not possible to give a generalized answer to this question. For example, Items like kitchen knives can be made by stamping or forging, using the same steel. However, a stamped knife is made from steel sheets and a forged knife is made from a steel bar or rod. The stamped knife may be heat treated.
A forged knife is strong, can retain its sharpness for long, has a bolster, and can take heavy cutting loads. Whereas, a stamped knife cannot take a heavy cutting load.
Similarly, if you need a stainless-steel cup of thin cross-section, stamping (deep drawing from a sheet) is the correct choice of process.