
Ever wonders how those small diameter pins without heads are made? Welcome to the world of centerless grinding where cylindrical workpieces are ground without holding them between centers.
Page Contents
What is Centerless Grinding? How Does it Work?
Centerless grinding means, the cylindrical workpiece (to be ground) need not have centers drilled on its face. The Centerless Grinder is capable of grinding circular work-pieces which do not have centers on its two faces.
The centerless grinding machine eliminates the need for center holes, drivers, and other holding devices or fixtures to hold the workpiece.

The workpiece in a Centerless Grinder rests on a work rest or blade and is supported by a regulating or pressure wheel; the regulating wheel is a rubber bonded abrasive wheel with good frictional properties, to give rotary movement to the work-piece. The abrasive grinding wheel of the machine acts as the cutting tool and does the grinding.
The surface speed of the regulating wheel of the machine will be much less than the grinding wheel surface speed.
Parts of a Centerless Grinding Machine
The centerless grinding machine has a bed mounted on the base, a regulating wheel housing, Grinding wheel head, work-rest, upper slide, and lower slide; the upper slide is mounted on the lower slide.
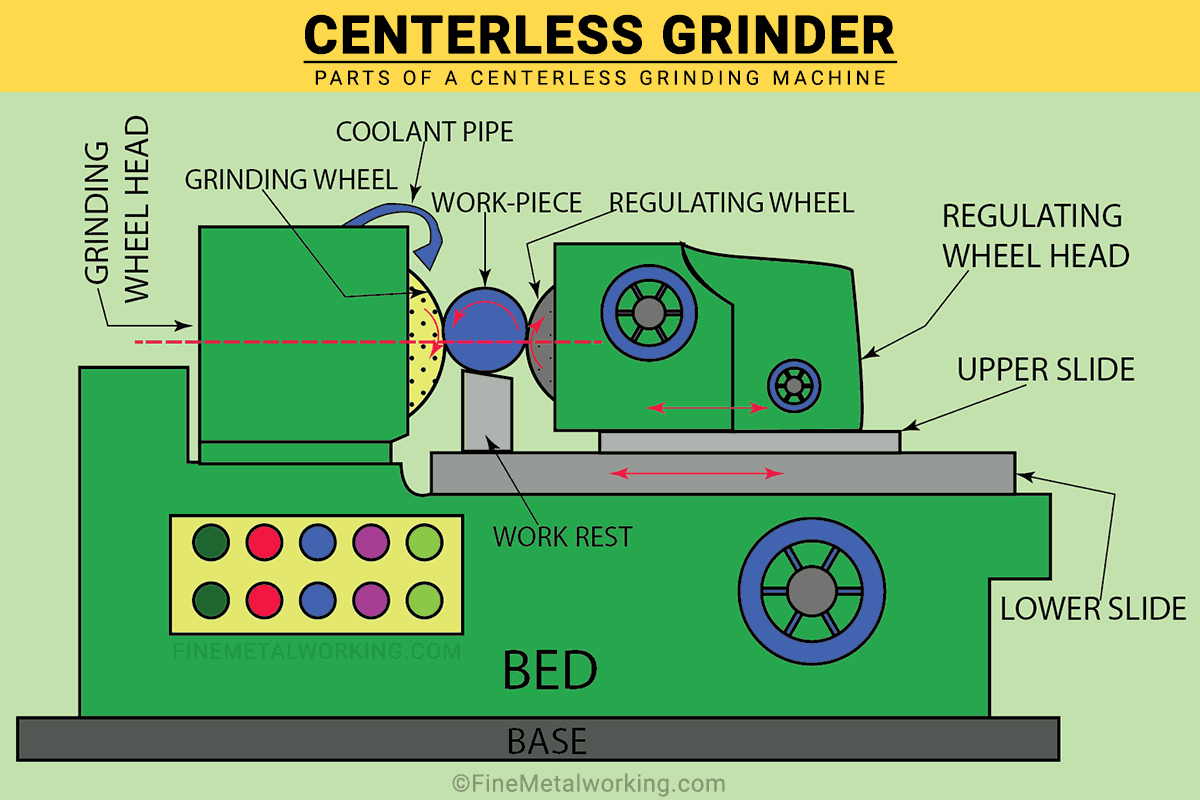
The Wheel-head is rigidly mounted on the bed of the machine. The regulating wheel drive unit, its housing, and regulating wheel truing unit of the machine are mounted on the upper slide.
The lower slide of the machine holds the work rest.
You can operate the upper slide to move the regulating wheel towards the work rest. Similarly, you can operate the lower-slide to move the workpiece (supported on the work rest) towards or away from the grinding wheel.
The upper and lower slides of the machine are on a swivel plate. You can utilize this to add or remove taper during in-feed grinding and to align the wheels during through-feed grinding.
Your workpiece is supported on a blade mounted on the work rest and the top of the blade is inclined (up to 30°) towards the regulating wheel. The blade angle will be small for higher diameter work-pieces.
The thickness of the blade in your machine should be slightly less than the work-piece diameter, in case of small jobs; during grinding, the position of the work-piece center in your machine will be slightly above (approximately by half the work-piece diameter) the line of centers of the grinding and regulating wheel.
Techniques and Types of Centerless Grinding
- Through-feed centerless grinding.
- In-feed center-less grinding.
- End-feed center-less grinding.
- Centerless internal grinding.
1. Through-feed Centerless Grinding
In through-feed grinding, you have to position the regulating wheel at a nominal inclination to the grinding wheel axis and the workpiece (grinding allowance 0.04 to 0.4 millimeter or 40 to 400 microns on diameter) rotates and moves forward during grinding.
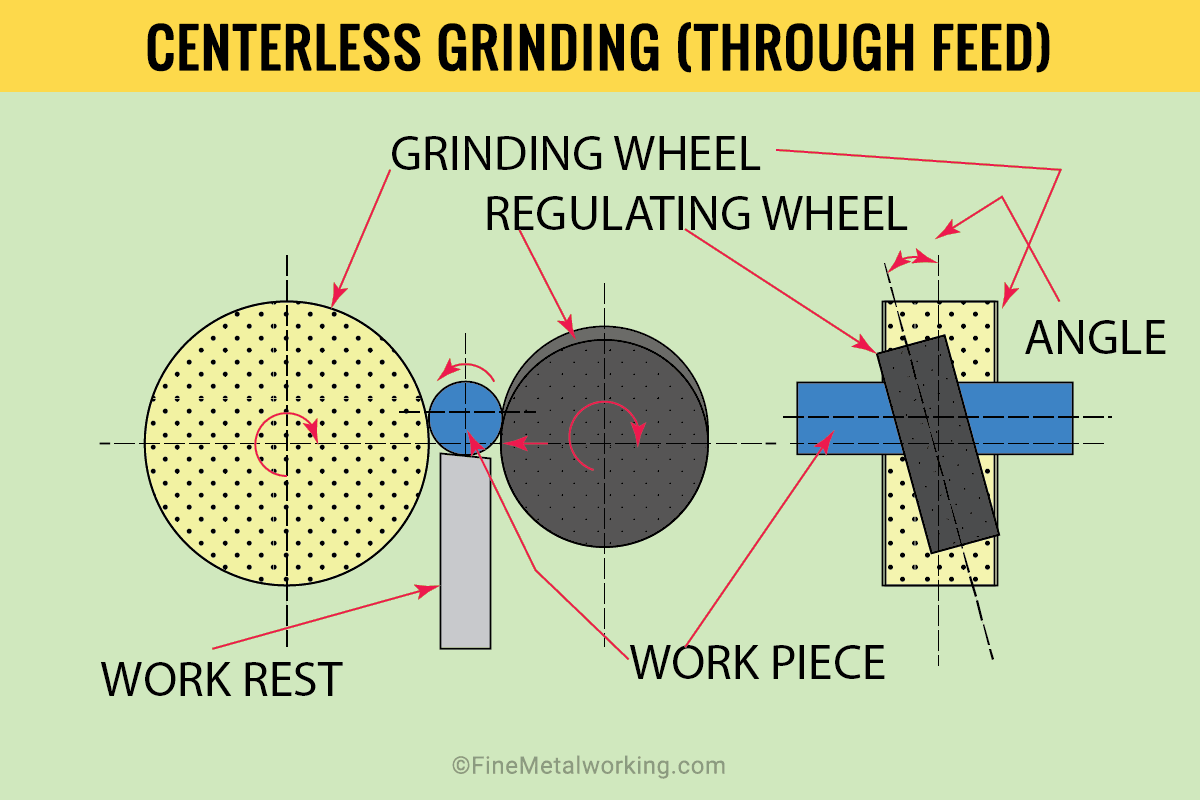
You can reduce the speed of the regulating wheel and increase the inclination for rough grinding to reduce the grinding time.
For finish grinding, you will increase the regulating wheel speed, reduce the inclination to give sufficient time to the grinding wheel to cut the material, longer spark time for a better finish.
You can grind single diameter shafts longer than the grinding wheel width by using the through-feed method. Single diameter jobs, shorter than the width of the grinding wheel can be ground by continuous auto-feeding of work-pieces. In this case, more than one workpiece will be engaged with the grinding wheel at any time.
2. In-feed Centerless Grinding
You can do in-feed centerless grinding for a workpiece with more than one diameter. There is no axial movement of the workpiece and the width of the grinding wheel should be more than the length of grinding.
This is similar to the plunge grinding you do on a regular cylindrical grinder. The regulating wheel of your machine is given a tilt of 20°-30° to hold the workpiece against its shoulder.
You use in-feed center-less grinding to grind work-pieces having a head with a diameter more than the ground diameter. Normally, you have a stopper cum ejector at the other end of the wheel.
You can also utilize the in-feed grinding technique to transfer the profile on the grinding wheel onto the workpiece.
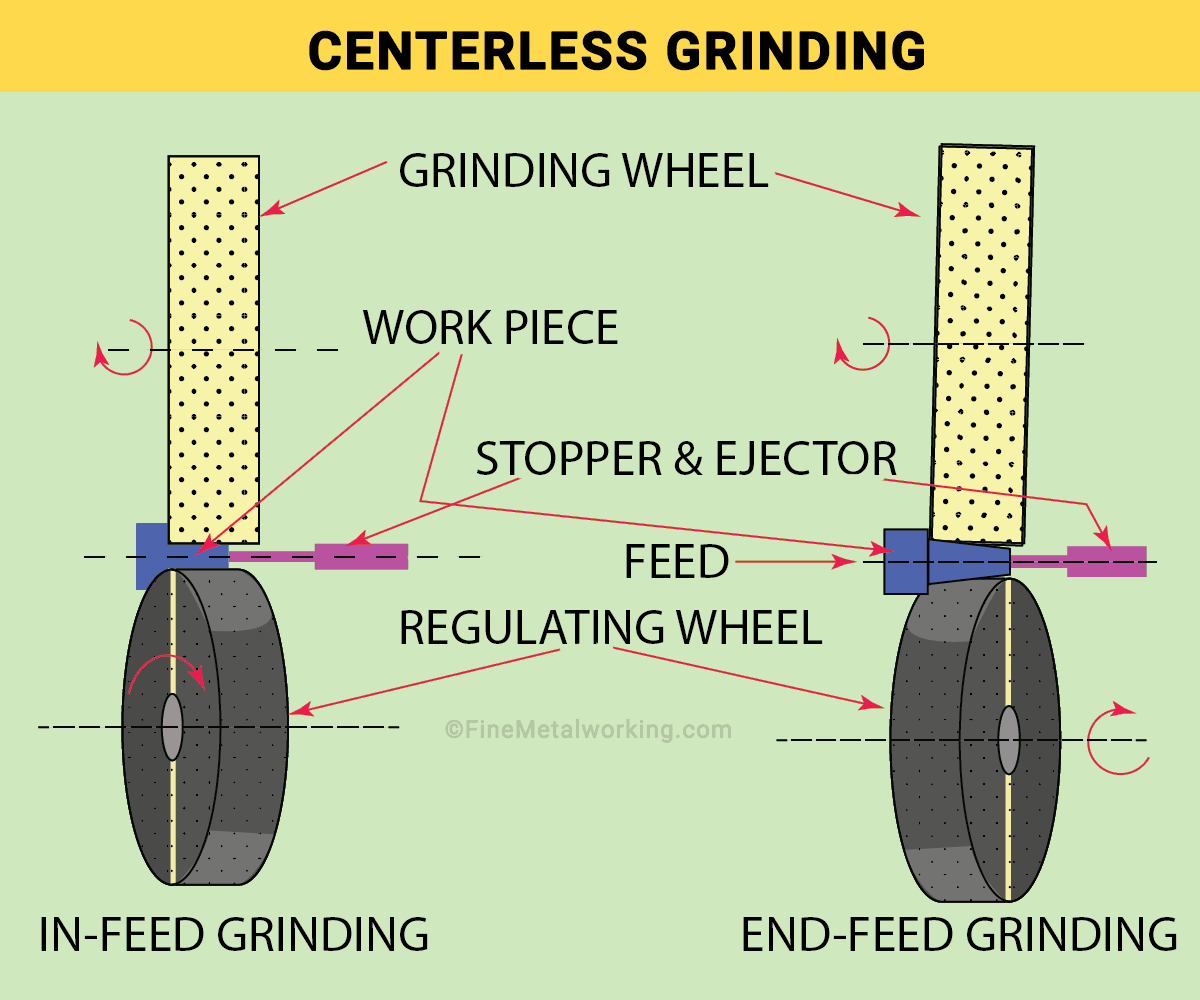
3. End-feed Centerless Grinding
You have to adopt the end-feed center-less grinding for a work-piece with a head and a tapered diameter. However, for doing this, the grinding wheel or both the grinding wheel and the regulating wheel should be profiled or shaped to give the required taper.
You can use a combination of in-feed and through-feed to grind the work-piece; the length of the ground diameter should be less than the grinding wheel width.
4. Centerless Internal Grinding
You can do straight or taper bore grinding of thin-walled cylinders or bushes on the Centerless Internal Grinder.
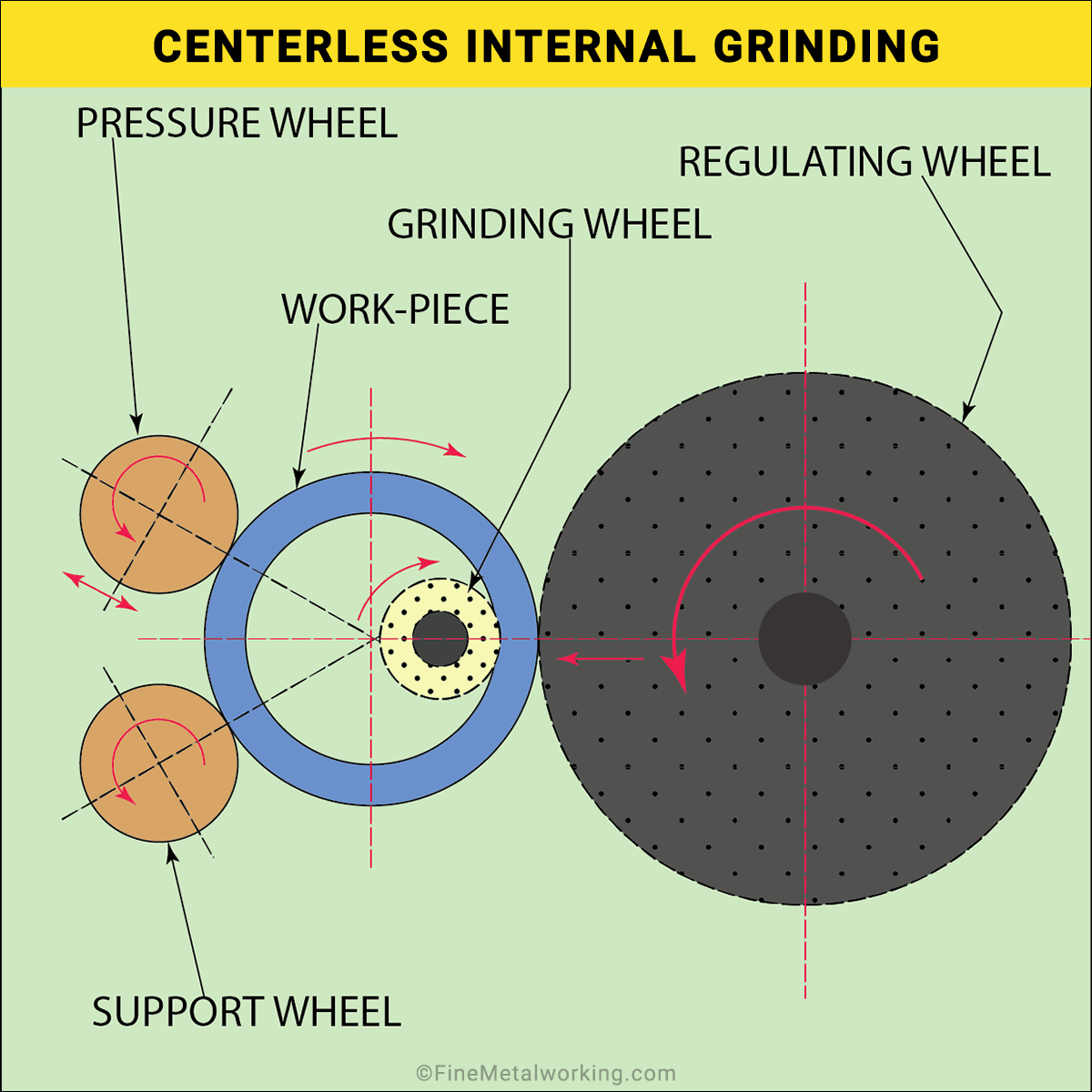
The work-piece in the machine is rotated between the regulating wheel, pressure wheel, and support wheel and the internal grinding wheel driven by the wheel head does the grinding.
Centerless Grinding Vs. Cylindrical Grinding
How centerless grinding is different from cylindrical grinding? From the discussion in the above paragraphs, you can clearly see the following differences between a Centerless Grinder and a Cylindrical Grinder.
| Centerless Grinder | External Cylindrical Grinder |
| Centerless Grinder does not need center holes on the work-piece. | Normally, the work-pieces ground on an External Cylindrical Grinder has center holes on the face of the work-piece (the exception is chuck holding of short length work-pieces). |
| Centerless Grinder cannot assure outside diameter grinding in concentric with the bore or vice versa. | This constraint does not apply to the External Cylindrical Grinder. Using a dial indicator and with work holding devices like chuck or collet, you can ensure that the OD and ID are concentric. |
Centerless Grinding Wheels
You have a grinding wheel and a regulating wheel in your Centerless Grinder; the size of the grinding wheel and the regulating wheel (outside diameter and width) is given by your machine manufacturer.
Based on the material to be ground (including hardness) and the desired rate of material removal you have to select a grinding wheel having suitable abrasive material, abrasive grain size, type of bond, grade, and structure.
The regulating wheel in your machine can be a rubber bonded abrasive wheel with good frictional properties; you may have to select the regulating wheel based on the material to be ground.
The surface speed of the regulating wheel in your machine is much less in comparison to the surface speed of the grinding wheel.
Centerless Grinding Pros and Cons
Advantages
- A centerless grinding machine is accurate, simple, and productive; in through-feed centerless grinding of bushes or pins, with a good work-piece feeding system, the work-pieces simply follow each other, enter the grinder, and comes out ground continuously.
- The machine eliminates the time wasted on clamping and de-clamping the workpiece.
- Even in the case of in-feed or end-feed center-less grinding, you can use robotic hands to load and unload the component to make it more productive.
- Your workpiece is supported by the regulating wheel for the complete length (short length work-pieces) or most of its length (work-piece length more than the width of regulating wheel). This is specifically good when your work-piece is slender; since there is no worry about bending of the work-piece. In conventional external grinding, your slender workpiece may bend due to grinding pressure.
- When you have work-pieces (without center holes), whose circularity (roundness) is not good, center-less grinding is the only option to bring the roundness within the tolerance.
- By giving proper support and guide, you can grind the complete length of the bar for CNC Machine components like ball screws, without losing the straightness; this is not an easy task if you do it on a regular cylindrical grinder.
- A Centerless Grinder needs comparatively less grinding allowance than center-type Cylindrical Grinder.
Disadvantages
- If your work-piece has a bore, there is no way to ensure the concentricity between the diameter ground (outside diameter) and the bore.
- The Centerless Grinder generally has a mass continuous production set-up and may not be suitable for small batches.
- Limitations on work-piece diameter- you cannot use the Centerless Grinder for grinding large diameters.
- The Centerless Grinder can be used for grinding round work-pieces only.
Centerless Grinding Tolerances
A properly set up gap between the grinding wheel and the regulating wheel will help you to maintain the required tolerance.
With a sturdy and robust built Centerless Grinder, you can maintain a grinding tolerance well within 10 microns (0.010 millimeters).
Summary:
The centerless grinding machine is very good for the economic mass production of small cylindrical components like pins, rollers, bushes, etc. required in the automobile and consumer goods industry. Grinding of such components on a conventional Cylindrical Grinder will be not only expensive but also time-consuming.